
How to Migrate a Legacy PLC to a Modern System Without Production Downtime
You got the call. The PLC-5 in Bay 3 has started throwing intermittent processor faults, and the spares you stockpiled in 2019 are gone. Rockwell discontinued the 1771 I/O series in 2018. The technician who programmed this line retired three years ago, and the documentation lives in a binder with coffee stains on every page. Management wants the line running by Monday.
This scenario plays out in factories across the Americas, Europe, and the Middle East every week. The installed base of legacy PLCs — PLC-5, SLC-500, S7-300, Modicon 984 — numbers in the millions. These systems still run critical processes. They're also ticking clocks. Migrating one without halting production is the single highest-stakes project most automation engineers will ever face.
This guide walks through the full migration process — from audit to cutover — with the specific steps that keep your line running.
If the system works, why touch it? Three reasons, and they get worse the longer you wait:
First, parts availability. When Rockwell discontinued the PLC-5 platform, the secondary market absorbed demand — but by 2026, tested-working 1785-L80E processors cost $8,000 to $14,000 USD on eBay. That's more than a brand-new CompactLogix controller. Siemens S7-300 CPUs (315-2DP, 317-2DP) still trade actively on tztechio.com/siemens, but prices rise every quarter as supply dwindles.
Second, cybersecurity liability. Legacy PLCs predate modern network security. No TLS, no role-based access control, no secure firmware updates. A PLC-5 connected to the plant network through an undocumented Ethernet bridge is a pivot point waiting to happen. Under NIS2 in the EU and similar frameworks emerging in Saudi Arabia and the UAE, plants face compliance deadlines that legacy hardware cannot meet.
Third, integration friction. Your ERP wants production counts. Your MES wants cycle times. Your CMMS wants runtime hours. Getting these data points out of a PLC-5 means Modbus converters, OPC wrappers, and a support call to a system integrator who bills by the hour. A modern controller serves this data natively via MQTT or OPC UA.
Rip and replace — Shut down, strip the panels, install everything new. Fastest engineering timeline. Most expensive in production loss. Only viable if you have a scheduled plant shutdown that's already long enough to absorb the work.
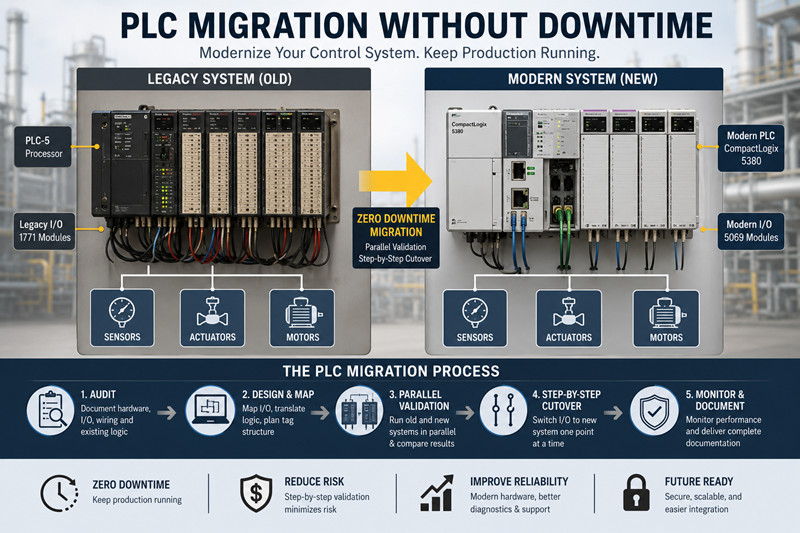
Hot cutover — Run the old and new systems in parallel. Wire field devices to terminal blocks accessible by both systems. Validate the new PLC's logic against the old system's behavior, then switch over one I/O point at a time. Zero downtime. High engineering effort. This is the approach for continuous processes: chemical plants, water treatment, steel mills, anything that cannot stop.
Phased migration — Convert one section of the process at a time. A packaging line with six machines migrates machine by machine. A wastewater plant migrates primary treatment first, secondary treatment next. Lower risk than rip-and-replace, lower engineering cost than hot cutover. Works well when the process has natural sub-sections.
Choose based on two factors: the cost of one hour of downtime, and whether your process can physically stop without damaging equipment or product.
The most expensive mistake in PLC migration is ordering hardware based on the original drawings. Those drawings were wrong on commissioning day and have only gotten worse.
Physically walk the panel. Photograph every card. Record part numbers and firmware revisions. Count spare slots. Map every wire from the field terminal to the I/O module terminal. This is tedious work, and it is non-negotiable. A single undocumented 4–20 mA loop wired to a spare channel that nobody remembered will ruin your cutover weekend.
For a typical PLC-5 rack with 10 I/O cards, budget 8–12 hours for the physical audit. Use a tablet with a spreadsheet, not paper. Attach photos to each row. Notes like "TB3 terminal 14 — looks like a 24V signal, wire label says PSH-207, trace in P&ID drawing P-104" are worth their weight in gold six weeks later when you're commissioning.
The I/O list is the easy part. The logic translation is where projects go off the rails.
PLC-5 programs use octal addressing and fixed data tables. S7-300 programs use absolute addressing with data blocks. Neither maps cleanly to a modern tag-based system. A rung that reads XIC I:012/03 BST XIO B3:0/5 NXB XIC N7:10/0 BND OTE O:015/07 needs to become something a maintenance electrician can still understand at 3 AM.
The mapping process:
· Extract the full program from the legacy processor using the original programming software (RSLogix 5, SIMATIC STEP 7, Modsoft). You need a Windows XP VM for most of this software.
· Print the program as a PDF. Yes, paper — or at least a searchable PDF. You'll reference it hundreds of times.
· Identify all data tables and their purpose. What is N7:0 through N7:50? Which are alarm bits? Which are recipe parameters? Which are intermediate calculations?
· Build a cross-reference spreadsheet: old address → new tag name → new data type → any conversion needed. Plan for tag naming conventions that your maintenance team can navigate.
· Translate the logic rung by rung. Automated translation tools exist (Rockwell's Migration Toolkit, Siemens' TIA Portal migration wizard) but budget at least 40% of the total program for manual verification and cleanup.
You have two options for connecting field wiring to the new system:
Replace everything — Pull out the old chassis and I/O cards, install the new system, land all field wiring on new terminal blocks. Cleanest long-term solution. Requires every wire to be labeled, disconnected, and reconnected correctly. Budget 2–4 hours per I/O card for a two-person team.
Use conversion hardware — Third-party adapters let you plug a modern controller into legacy I/O racks. ProSoft Technology, for example, makes EtherNet/IP-to-RIO adapters that let a CompactLogix control existing 1771 I/O. This saves weeks of rewiring. The trade-off: you're keeping 30-year-old I/O cards in service, and when one fails, you're back to searching the secondary market.
For most projects, replace the I/O. The conversion hardware approach makes sense when you have hundreds of I/O points in explosion-proof areas where rewiring requires hot work permits, gas monitoring, and a shutdown anyway. But if the field wiring is accessible, bite the bullet and replace.
Legacy HMIs — PanelView Standard, OP7/OP17, old Wonderware installations — rarely survive a migration intact. The communication drivers don't exist for the new controller.
If the HMI screens are simple (alarm summary, trend, start/stop buttons), rewriting them in the new platform's native HMI environment takes 40–80 hours of engineering. This is usually the right call.
If the HMI is complex (proprietary faceplates, extensive scripting, regulatory-validated screens for pharma/FDA applications), consider keeping the HMI and using a protocol gateway to bridge old to new. Kepware or Ignition can translate between the new controller's native protocol and whatever the old HMI expects.
In North America, most legacy systems are Allen-Bradley. The availability of retired technicians who know RSLogix 5 is better than anywhere else in the world — but they charge accordingly. If you're in Houston, Calgary, or Detroit, you can hire this expertise. If you're in Dammam or Dubai, plan for remote support.
In Europe and the Middle East, Siemens S5 and S7-300/400 dominate the legacy base. The S5 was discontinued in 2006 but still runs chemical plants and power stations. Migrating S5 to S7-1500 or TIA Portal requires the original STEP 5 software and PG programming cables that haven't been manufactured in 15 years. Stock these cables before you start.
This is the technique that separates successful migrations from the ones that get written up as case studies in *Control Engineering* for the wrong reasons.
Connect both the old and new PLCs to the field I/O through intermediate terminal blocks. Both systems read inputs simultaneously. Both systems execute their logic. But only the old system drives the outputs.
Now run the process. Compare the internal state of both systems at every scan. Are the computed values identical? If an analog input reads 4.17 mA on the old system and 4.16 mA on the new, note the difference but don't panic — analog input modules have slight calibration variations. If the old system says a pump is running and the new system says it's stopped, find the discrepancy before you switch over.
Rent or buy a protocol analyzer (Wireshark with the appropriate dissector works for most protocols) and capture both networks during a full production cycle. Build a script that compares the outputs the new system *would have written* against what the old system *actually wrote*. Any mismatch is a bug in your translation or an undocumented feature of the original program that you need to preserve.
Expect this validation phase to take 1–2 weeks of parallel runtime for a continuous process. You're looking for rare edge cases — the alarm cascade that only triggers during a specific upset condition, the interlock that only activates when two valves are in specific positions simultaneously.
Even with parallel validation, the cutover moment carries risk. Standard practice: schedule the cutover for the start of a maintenance window, not the end. If something goes wrong, you can revert to the old system and try again next window.
The cutover sequence:
1. Confirm both systems are healthy and synchronized
2. Switch one non-critical output (a status light, an annunciator) to the new system
3. Verify correct behavior for 5 minutes
4. Switch one critical-but-redundant output (Pump A, while Pump B handles the load)
5. Verify correct behavior for 15 minutes
6. Switch all remaining outputs
7. Monitor for one full production cycle before declaring success
Keep the old system powered and wired for at least one week after cutover. If production hits an issue at 2 AM on Tuesday, the ability to switch back in 30 seconds is worth the panel space.
After the migration succeeds, document:
· The new I/O list with wire numbers and terminal designations
· The tag database with descriptions
· The program structure (tasks, programs, routines, and what each does)
· The network architecture diagram
· The cross-reference from old addresses to new tags
· Commissioning test results
· A troubleshooting guide written for the 3 AM maintenance call
The next engineer who works on this system will not be you. They will not remember why FC42 handles the cascade control loop differently from every other PID block in the program. They will not know that output O:015/07 got renamed to PumpBay3_Start and why the alarm tag is Alarm_Bay3_PSH207_HiHi. Give them the documentation you wish you'd had when you started.
· Engineering cost: $25,000–$80,000 USD for a mid-sized migration (200–500 I/O points), depending on logic complexity and HMI scope
· Hardware cost: Varies by platform. CompactLogix-based migration (controller + chassis + I/O): $8,000–$20,000. S7-1500-based migration: $6,000–$18,000. Beckhoff-based migration: $4,000–$12,000
· Secondary market legacy parts: PLC-5 processors $8,000–$14,000; 1771 I/O modules $400–$2,000; S7-300 CPUs $1,200–$4,500. Available at tztechio.com/plc while supply lasts
· Lead time: Most modern PLC hardware ships in 2–6 weeks in 2026. The constraint is usually engineering hours, not hardware availability
How long does a typical PLC migration take?
From audit to final handover, 8–16 weeks for a system with 200–500 I/O points. The physical cutover itself is 4–12 hours if well-planned. The bulk of the time is engineering: program translation, HMI rewrite, and testing.
Can I migrate to a different brand?
Yes, but the engineering effort roughly doubles. Brand-to-brand migration (PLC-5 to Siemens S7-1500, or S7-300 to CompactLogix) means no reuse of existing HMI screens, different I/O wiring conventions, and different programming paradigms. Worth it if you're standardizing your plant on a single brand, but budget accordingly.
What if I can't find the original program?
If the program is lost from the laptop but still running in the processor, most legacy PLCs allow upload. The uploaded program won't have comments or tag names — you get raw addresses with no documentation. This adds a heavy reverse-engineering phase. Budget an extra 3–6 weeks for a technician to figure out what each rung does by tracing field wiring and comparing against P&IDs.
Do I need to update the control panel?
At minimum, you need to mount the new PLC chassis and terminal blocks. If the panel is clean, has space, and the power supply can handle the new hardware's load, you might keep the enclosure. If the panel is 30 years old with degraded wire insulation and a previous tenant's undocumented modifications, replace it. A new stainless-steel enclosure costs $1,500–$4,000 and eliminates a future failure point.
What about safety systems?
If your legacy system handles safety functions (emergency stops, light curtains, gas detection), the migration must be reviewed against the current safety integrity level (SIL) requirements. A PLC-5 running safety logic under 1990s standards almost certainly does not meet IEC 61511 requirements today. Budget for a dedicated safety PLC (GuardLogix, Siemens F-CPU, Pilz PSS series) as part of the migration. See tztechio.com/industrial-automation for safety-rated PLCs currently in stock.
Is there a migration grant or incentive program?
Some regions offer energy-efficiency grants that cover automation upgrades. In the EU, the Horizon Europe program funds industrial digitalization projects. In Saudi Arabia, the National Industrial Development and Logistics Program (NIDLP) supports factory modernization. Check your local industrial development authority — the grant application takes work, but 20–40% cost coverage changes the ROI calculus.
-----------------------------------------------------------------------------------------------------------------
TZ Tech is a professional supplier for industrial automation and electrical parts, as well as some instrumentation, telecommunication parts. We mostly sell the ready stock of distributor, with competitive price and short lead time. Even discontinued parts we may also can supply as we have a large inventory here.
We understand what you concern, so we will ensure the quality. We strictly screen the components you require, so you don’t need worry about any quality issues with the goods you receive. For specialized parts that have long since been discontinued, we will sincerely inform you the actual condition of the goods. All brand new parts we will support 1 year warranty.
If you need any related parts, please feel free to send an inquiry. Our staff will support quick response within 6 hours. (except weekend here)


Please read on, stay posted, subscribe, and we welcome you to tell us what you think.



Sitemap | Blog | XML | Privacy Policy
In addition, with your permission, we want to place cookies to make your visit anointeraction with slOC more personal. For this we use analytical and advertisingcookies. With these cookies we and third parties can track and collect yourinternet behawior inside and outside super-instrument.com. With this we and third parties adapt super-instrument.com and advertisementsto your interest. By clicking Accept you agree to this. If you decline, we only usethe necessary cookies and you unfortunately will not receive any personalizedcontent. Please visit our Cookie policy for more information or to change yourconsent in the future.
Accept and continue Decline cookies












