
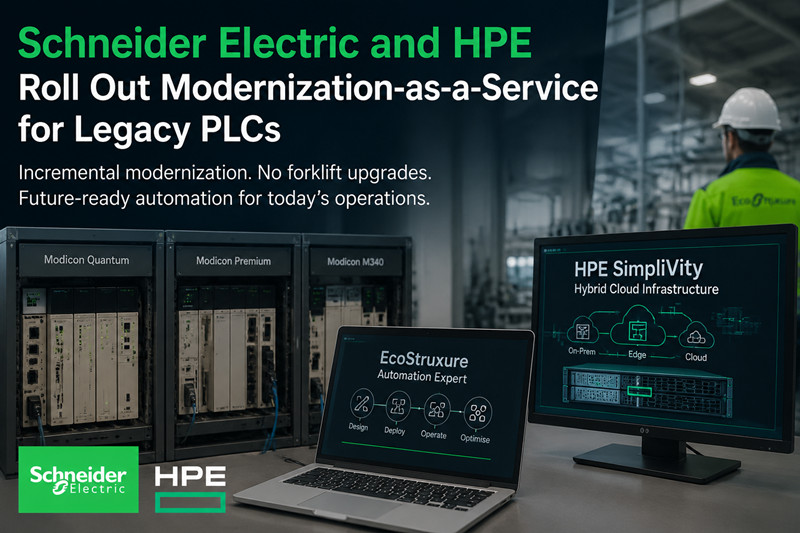
CHICAGO — June 23, 2026 — Schneider Electric took the stage at Automate 2026 today to announce "Industrial Automation Modernization as a Service," a new offering that pairs EcoStruxure Automation Expert (EAE) software with HPE SimpliVity hybrid cloud infrastructure. The service is built around a simple premise: let plants running legacy PLC and DCS systems modernize incrementally — without forklift upgrades or full rip-and-replace projects. For the thousands of facilities still operating Modicon Quantum, Premium, and M340 controllers, the core question is whether this changes anything about the hardware they depend on today. What the Service Delivers The architecture combines Schneider's IEC 61499-based EcoStruxure Automation Expert with HPE's hyperconverged SimpliVity platform. Automation logic runs as software-defined workloads rather than being locked to specific programmable logic controller hardware. Both companies are members of the UniversalAutomation.org consortium, and they are positioning the service as a path toward runtime portability across hardware layers. Schneider's announcement included several performance targets for the new model: · 50% faster time to market for new production lines · 60% faster commissioning through templated, repeatable deployment patterns · Up to 40% energy reduction via optimized compute allocation · Unified cloud cybersecurity governance across distributed sites · CapEx-to-OpEx conversion — plants pay for automation as an operational service rather than a capital equipment purchase The service supports multiple deployment models — on-site, private cloud, and distributed edge architectures — giving plant operators flexibility in how they phase in the new technology. How It Works Alongside Existing Systems Schneider is not requiring that existing PLCs be removed. The Modernization-as-a-Service model runs alongside current automation infrastructure, coexisting with existing Modicon Quantum, Premium, and M340 racks while plant operators transition specific functions to the new software-defined environment at their own pace. A facility can, for example, keep its Modicon Quantum rack with a 140 CPU 53414 processor handling core sequence control while migrating data aggregation, analytics, or higher-level coordination logic to the EAE/HPE platform. The same principle applies to Modicon Premium systems using TSX P57 processors and M340 controllers — the new architecture complements rather than replaces them in the short to medium term. Schneider's press materials, reported by Automation World and distributed via PRNewswire, describe the service as built for "the reality of brownfield automation" — acknowledging that most industrial sites cannot afford production downtime for a full system swap. Spare Parts Implications For maintenance and procurement teams, the practical effect of this announcement is clearer than the press materials may suggest. Short Term: Demand Holds Steady — and May Increase In the near term, the availability of Modernization-as-a-Service does not reduce the need for replacement parts. If anything, the opposite is true. An incremental migration strategy means legacy Schneider hardware stays in production longer than it would under a full rip-and-replace plan. Each year a Quantum or Premium system remains operational creates ongoing demand for: · Replacement processors (140 CPU 53414 for Quantum racks, TSX P57 for Premium) · Communication modules such as the 140 NOE 77101 Ethernet module · Power supplies, backplanes, and I/O modules · Racks and cabling for expansion Plant operators pursuing phased modernization typically maintain larger spare parts inventories during the transition period, not smaller ones. A controller that might have been decommissioned in a single weekend under a full replacement project now stays online for months or years as functions migrate one by one. Long Term: A Gradual Shift Toward Software-Defined Automation Over a five-to-ten-year horizon, the broader trend points toward decoupling automation logic from specific hardware SKUs. The IEC 61499 standard that underpins EAE allows control code to run on diverse hardware platforms — standard servers, edge appliances, or even cloud instances — rather than being tied to a specific vendor's processor module. For the spare parts market, this means demand for legacy PLC modules will eventually taper — but the taper is measured in years, not quarters. The installed base of Modicon Quantum systems alone has been in production since the 1990s and is not going away overnight. Many of these systems run in capital-intensive industries such as oil and gas, water treatment, and power generation, where control system replacement cycles routinely span a decade or more. Three Product Families in Scope The announcement has direct relevance to users of three Schneider PLC families: Modicon Quantum: This long-running platform includes the 140 CPU 53414 processor and the widely deployed 140 NOE 77101 Ethernet communication module. Quantum racks remain common in process industries, and the incremental modernization path means these parts will continue to be specified for maintenance and sparing. Modicon Premium (TSX): The TSX P57 processor family, still operational in thousands of installations globally, is another candidate for gradual migration. Premium systems often run critical processes where downtime is measured in millions of dollars per hour — a strong incentive for cautious, phased transitions. Modicon M340: A mid-range platform popular in hybrid manufacturing, M340 installations are newer on average but still benefit from the same incremental approach. These systems may be among the first to see partial migration as operators gain confidence with the new architecture. Industry Context The Schneider-HPE partnership signals a broader industry shift toward treating automation as an IT-managed service rather than a standalone OT deployment. By embedding EAE on HPE SimpliVity, the companies are betting that plant operators will want the same consumption-based pricing and infrastructure flexibility they get from enterprise cloud services. Schneider's membership in UniversalAutomation.org alongside HPE is central to the strategy. The organization promotes a common runtime environment based on IEC 61499, allowing automation applications to move between hardware platforms from different vendors. This is the foundation that makes Modernization-as-a-Service technically feasible — and it represents a longer-term move toward portable, vendor-independent industrial control software. Schneider Electric announced the service is available immediately for new deployments, with phased migration support for existing sites rolling out through the remainder of 2026. Coverage from Automation World and the company's own press release provided the details. What It Means for Parts Availability Modernization-as-a-Service does not make legacy PLC parts obsolete. For the industrial automation spare parts market, the practical effect is a longer, more gradual transition that sustains demand for replacement modules, processors, and communication cards for years to come. The cautious pace of brownfield automation — where production uptime takes priority over architectural purity — means Modicon Quantum, Premium, and M340 components will remain in active use and active demand well into the next decade. ------------------------------------------------------------------------------------------------------------------- 🏢 About TZ Tech TZ Tech is a leading supplier of industrial automation, electrical, instrumentation, and telecommunications components. We specialize in sourcing ready-to-ship distributor stock, allowing us to offer highly competitive pricing and short lead times. Thanks to our extensive inventory, we can even source rare and discontinued parts that are hard to find elsewhere. 🛡️ Our Quality Commitment We understand that quality is your top priority. Every component undergoes a strict screening and inspection process so you can buy with absolute confidence. For legacy or discontinued parts, we believe in complete transparency and will always provide an honest, accurate report on the product's condition. Plus, all brand-new parts come backed by a full 1-year warranty. ✉️ Get in Touch Have a project or a part you need? Send us your inquiry today! Our team is dedicated to providing a fast response within 6 hours (excluding weekends).
View More
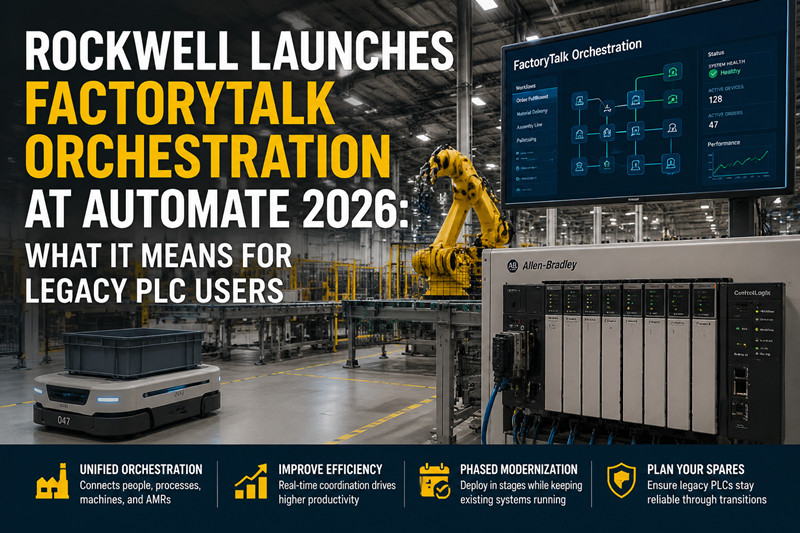
CHICAGO — Rockwell Automation took the wraps off FactoryTalk Orchestration at Automate 2026, a new software platform designed to coordinate production workflows, material movement, autonomous mobile robots (AMRs), and automated systems across plant floors. The launch, which drew coverage from Automation World and other trade media, signals a strategic push into the orchestration layer that sits between enterprise planning systems and the controllers that run the machinery. For the thousands of plants still running legacy Rockwell platforms — ControlLogix 1756-L6x and L7x controllers, SLC 500 systems, and even older PLC-5s — the announcement carries implications that reach well beyond the show floor at Chicago's McCormick Place (June 22–26). What FactoryTalk Orchestration Does FactoryTalk Orchestration is not a controller replacement. It is a middleware layer that connects enterprise systems such as MES and ERP directly to production equipment and AMRs using real-time data streams. The platform can dispatch an AMR to deliver raw materials to a specific work cell the moment a upstream process signals completion, adjust conveyor routing based on order priority, or synchronize multiple robotic stations for mixed-model production — all without manual intervention. Rockwell demonstrated internal deployments during the show that showed measurable material handling efficiency improvements. In one case study presented on-site, a parts distribution center using FactoryTalk Orchestration reduced wait times at transfer points by roughly 30 percent by dynamically routing AMRs based on real-time production queue status rather than fixed schedules. The platform is part of a broader industry push toward what automation suppliers now call "orchestrated automation" — the idea that discrete islands of automation (a robotic arm here, a conveyor there, an AGV in another zone) need to be choreographed as a single system. Automation World reported from the event that Rockwell positioned FactoryTalk Orchestration as the "digital conductor" for the smart manufacturing floor (Automation World, June 26, 2026). Martech Edge also covered the launch, noting that the offering fills a gap Rockwell had acknowledged for years — a unified orchestration layer between Level 3 (plant operations) and Level 2 (control) in the ISA-95 model (Martech Edge, June 23, 2026). Launch Context: Automate 2026 Automate 2026 drew more than 25,000 attendees across five days in Chicago, with Rockwell using the event to showcase both new hardware and software. The introduction of FactoryTalk Orchestration was among the week's most heavily attended product demonstrations. The launch follows Rockwell's 11th annual State of Smart Manufacturing Report, published earlier in 2026, which found that more than 80 percent of manufacturers surveyed planned to increase or maintain their automation technology investments through the year. The report pointed specifically to integration complexity as a top barrier — the exact problem FactoryTalk Orchestration aims to solve. Rockwell's booth at Automate featured a live production line simulation where FactoryTalk Orchestration coordinated a CompactLogix 5380-controlled filling station, an AMR making delivery runs from a virtual warehouse, and a palletizing robot — all driven by order data from a simulated ERP system. The demonstration was designed to show that orchestration is already deployable with current-generation hardware. The Legacy PLC Angle: What It Means for Older Systems Here is where the launch story intersects with the reality of the installed base. For plants running older ControlLogix 1756-L6x or L7x controllers, the orchestration story is twofold. First, FactoryTalk Orchestration supports backward compatibility with modern ControlLogix 5580 and CompactLogix 5380 controllers — but older L6x/L7x controllers may need a firmware upgrade or eventual replacement to participate fully in orchestrated workflows. The orchestration layer communicates most effectively with controllers running Studio 5000 Logix Designer v34 or later, which excludes many L6x and early L7x installations still active in the field. Second, the surge in automation investment driven by these orchestration projects means more legacy systems will be retired and need spare parts to keep remaining lines running during transitions. Plants that adopt FactoryTalk Orchestration incrementally — adding orchestrated work cells one at a time while leaving other lines on legacy control — will need to maintain parallel spares inventories across two generations of equipment. The same dynamic applies to plants running SLC 500 or PLC-5 platforms. These systems have no direct integration path to FactoryTalk Orchestration. Plants that want to connect them into an orchestrated workflow will need to bridge through protocol gateways or, more commonly, plan for a full Rockwell Automation controller migration. Each migration wave creates a spike in demand for replacement modules, power supplies, and backplanes to keep non-migrated lines healthy through multi-year transition programs. Spare Parts Strategy in the Orchestration Era Industry consultants who spoke with trade media at Automate 2026 emphasized that orchestration projects tend to follow a phased deployment pattern: one cell, one line, or one building at a time. That phased approach means legacy equipment stays in production longer than it would under a rip-and-replace modernization. The result is a prolonged tail of spare parts demand for platforms that Rockwell is no longer actively developing. For maintenance and procurement teams, the practical takeaway is straightforward. The decision to adopt FactoryTalk Orchestration should include a spares assessment for the legacy controllers that will be bridged, not replaced, during the first deployment phases. If a ControlLogix L7x rack is supporting a non-orchestrated line while engineering teams build out the orchestrated zone next door, that older rack needs to stay operational — and serviced — for the duration. Sourcing options for discontinued Rockwell and Allen-Bradley components become more important as the installed base of SLC 500 and PLC-5 systems continues to age. The orchestration trend extends the useful life of these older systems by enabling plants to modernize selectively rather than wholesale. Market Impact and What Comes Next Rockwell has not disclosed pricing for FactoryTalk Orchestration, but the platform is expected to ship broadly in the second half of 2026. The automation industry will be watching adoption rates closely, particularly in automotive, food and beverage, and warehouse logistics — sectors where mixed-fleet AMR coordination and dynamic production scheduling deliver immediate ROI. The broader story from Automate 2026 is that orchestration is no longer a future concept. Rockwell, Siemens, and other major automation suppliers are all building or acquiring orchestration capabilities. For plants running older Rockwell controllers, the question is whether their legacy systems are ready to participate — or whether the transition is the right time to re-evaluate the spares strategy that will carry them through it. ------------------------------------------------------------------------------------------------------------------ 🏢 About TZ Tech TZ Tech is a leading supplier of industrial automation, electrical, instrumentation, and telecommunications components. We specialize in sourcing ready-to-ship distributor stock, allowing us to offer highly competitive pricing and short lead times. Thanks to our extensive inventory, we can even source rare and discontinued parts that are hard to find elsewhere. 🛡️ Our Quality Commitment We understand that quality is your top priority. Every component undergoes a strict screening and inspection process so you can buy with absolute confidence. For legacy or discontinued parts, we believe in complete transparency and will always provide an honest, accurate report on the product's condition. Plus, all brand-new parts come backed by a full 1-year warranty. ✉️ Get in Touch Have a project or a part you need? Send us your inquiry today! Our team is dedicated to providing a fast response within 6 hours (excluding weekends).
View More
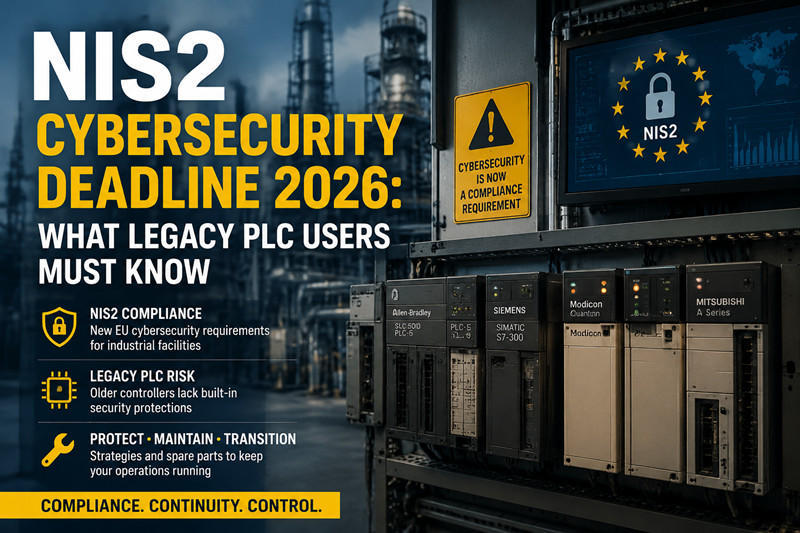
With the NIS2 transposition deadline passed and enforcement beginning across EU member states, the NIS2 Directive is reshaping cybersecurity requirements for industrial facilities worldwide. For plants running legacy PLCs — platforms never designed with network security — the compliance implications are significant. The EU's NIS2 Directive (Directive (EU) 2022/2555) expands cybersecurity regulation into manufacturing more directly than its predecessor. It brings thousands of facilities under mandatory cybersecurity obligations. According to ENISA, enforcement varies by member state but generally includes regular audits, 24-hour incident reporting, and fines up to €10 million or 2 percent of global annual turnover. For plants running legacy automation, the PLCs keeping production running lack the built-in security features needed to meet modern compliance standards. The Legacy PLC Exposure Gap Industrial automation platforms from the 1980s through the early 2010s were engineered when controllers communicated over proprietary fieldbuses or serial links, not Ethernet-based protocols. That era is gone, but the hardware remains. Consider the platforms still in wide deployment across European and global manufacturing: · Allen-Bradley PLC-5 and SLC 500 — Rockwell's workhorses of the 1980s and 1990s. PLC-5 discontinued in 2017; SLC 500 in 2023. Neither supports encryption, authentication, or network-level access control. A single unsegmented Ethernet connection exposes the control program to anyone with knowledge of CIP. · Siemens SIMATIC S7-300 and S7-400 — Among the most widely deployed PLC families in European manufacturing. The S7-300 (1994) and S7-400 both began end-of-life announcements in 2022. Neither supports modern authentication for S7 communication without third-party security overlays. · Schneider Electric Modicon Quantum — A mainstay of process industries. End-of-life announced in 2022, last-time-buy windows largely closed. Quantum's Modbus TCP implementation offers no built-in security. · Mitsubishi Electric MELSEC-A Series (A-Series) — Widely deployed across Asian and European manufacturing since the 1980s. Mitsubishi promotes the iQ-F and iQ-R as successors, but legacy A-series installations remain in food, packaging, and material handling where replacement costs are hard to justify. · Omron C200H and CQM1 — Operating in countless packaging and machine control applications across Europe and North America. Omron shifted focus to its NJ/NX and Sysmac platforms, but the C200H installed base remains substantial in small to mid-size manufacturing. "As a general rule, any PLC designed before approximately 2010 lacks the authentication, encryption, and logging capabilities NIS2 compliance now requires," wrote a control systems engineer on Control.com (control.com). "These controllers trust every message they receive. In a flat network with IT/OT convergence, that's a compliance violation waiting to be discovered during audit." A report published by AutomationWorld (automationworld.com) in early 2024 noted that "the installed base of legacy controllers across Europe is measured in the hundreds of thousands, and many run mission-critical processes that cannot be shut down for a rip-and-replace migration without months of planning." Three Paths Forward for Legacy PLC Owners Industry analysts describe three strategies for addressing NIS2 compliance with legacy PLCs. Each carries different implications for spare parts demand. Path 1: Air-Gap and Network Segmentation The least disruptive approach involves isolating legacy PLC networks from corporate IT networks and the internet entirely, or deploying defense-in-depth segmentation using firewalls, unidirectional gateways, and industrial DMZs. The PLCs themselves remain unchanged — the security is applied at the network boundary. This path allows companies to continue using existing hardware, but it requires careful engineering per the ISA/IEC 62443 standard and places significant stress on spare parts availability. If a legacy PLC module fails inside a segmented zone, the entire production cell could be down until a replacement is found. As segmentation projects accelerate, the need for serviceable spare modules for legacy platforms rises proportionally. Path 2: Rip and Replace with Modern Hardware The definitive solution — replacing legacy PLC-5, S7-300, Modicon Quantum, and similar controllers with modern equivalents that support encrypted communications, authentication, and audit logging — requires substantial capital investment and production downtime. Siemens has positioned its S7-1500 platform as the migration path for S7-300/400 users, with security-integrated firmware and the CP 1543-1 for firewall and VPN capabilities. Rockwell Automation promotes its CompactLogix 5380/5480 and ControlLogix 5580 series with built-in CIP Security for SLC 500 and PLC-5 migrations. Schneider Electric's M580 and M340 platforms include embedded cybersecurity features for Modicon Quantum replacements. However, ENISA's implementation monitoring indicates that many member states prioritize incident reporting and risk assessment documentation over immediate hardware replacement in the first enforcement phase (2025–2027). This creates a window in which companies must demonstrate compliance while still operating legacy hardware — a scenario demanding a reliable inventory of functional spare modules. Path 3: Source Spares to Extend System Life During Transition For organizations facing 12- to 36-month lead times for engineering, cabinet redesign, code conversion, and validation — typical of large-scale migration projects — maintaining the existing system in a compliant configuration requires access to replacement modules. This third path is where the spare parts market has shifted significantly. Obsolete modules once available through standard distribution are now consolidating into specialized surplus networks. For companies operating S7-400 racks in German automotive plants, SLC 500 processors in French packaging lines, or Modicon Quantum CPUs in Italian water treatment facilities, sourcing a replacement module within 24 to 48 hours can determine whether a production line meets its quarterly targets. The Spare Parts Reality: Demand Rises as Supply Contracts The intersection of NIS2 compliance timelines and manufacturer end-of-life announcements creates a supply squeeze that will intensify through 2026 and beyond. Rockwell's last-time-buy windows for SLC 500 modules closed in mid-2023. Siemens' S7-300 final orders wrapped up through 2023 into 2024, with service support ending on a rolling schedule. Schneider's Modicon Quantum last-time-buy programs concluded in 2022. Each discontinuation removes a formal supply channel, and remaining inventory is consumed for both new builds and maintenance replacement. For companies pursuing Path 1 (segmentation) or Path 3 (transition extension), access to verified functional spare parts for legacy PLC platforms becomes a strategic priority — not merely a maintenance convenience. Parts meeting both CE and UL certification standards for EU-regulated facilities are particularly constrained. Spare parts suppliers maintaining comprehensive inventories of legacy components — covering platforms on both 120V/60Hz and 230V/50Hz, and including backplanes, power supplies, CPU modules, and I/O cards — help manufacturers bridge the gap between current operations and full NIS2 compliance. Looking Ahead Manufacturers evaluating NIS2 compliance should inventory their legacy automation assets, assess each device against the ISA/IEC 62443 framework, and develop a migration timeline accounting for engineering, validation, and production constraints. In the interim, the availability of verified spare parts for legacy platforms such as Allen-Bradley, Siemens, and other industrial automation controllers determines whether a plant can maintain operations while building toward a compliant architecture. As enforcement ramps up through 2026, factories with the most robust spare parts strategies — not just the most advanced cybersecurity tools — will be the ones that keep production running. The NIS2 deadline has passed, but for legacy PLC users across Europe and the global supply chains that serve them, the real work of securing both compliance and continuity is just beginning. ------------------------------------------------------------------------------------------------------------------ 🏢 About TZ Tech TZ Tech is a leading supplier of industrial automation, electrical, instrumentation, and telecommunications components. We specialize in sourcing ready-to-ship distributor stock, allowing us to offer highly competitive pricing and short lead times. Thanks to our extensive inventory, we can even source rare and discontinued parts that are hard to find elsewhere. 🛡️ Our Quality Commitment We understand that quality is your top priority. Every component undergoes a strict screening and inspection process so you can buy with absolute confidence. For legacy or discontinued parts, we believe in complete transparency and will always provide an honest, accurate report on the product's condition. Plus, all brand-new parts come backed by a full 1-year warranty. ✉️ Get in Touch Have a project or a part you need? Send us your inquiry today! Our team is dedicated to providing a fast response within 6 hours (excluding weekends).
View More

Siemens — Siemens has expanded its Totally Integrated Automation (TIA) portfolio by rolling out native, containerized micro-PLC runtimes designed to run on bare-metal industrial edge servers. This development allows automotive and machine-building plants to execute highly deterministic control loops side-by-side with data-intensive AI models on a single hardware asset, bypassing traditional hardware-enforced PLC chassis constraints. ABB — ABB Process Automation has officially introduced its modular e-drive cluster architecture for heavy chemical processing agitators, combining high-power synchronous reluctance motors (SynRM) with liquid-cooled variable speed drives. The system delivers real-time shaft torque ripple mitigation via localized predictive control loop firmware, reducing high-frequency mechanical fatigue across glass-lined vessel seals by up to 34%. Schneider Electric — Schneider Electric has finalized the global rollout of its Modicon M680 Next-Gen Safety-PLC network core, which introduces hardware-accelerated cryptographic encryption across distributed peer-to-peer safety networks. Operating on the open IEC 61499 standard, the architecture ensures that time-critical emergency stop and zone-safety logic remain completely isolated from IT-tier network floods or denial-of-service vulnerabilities. Allen-Bradley (Rockwell Automation) — Rockwell Automation has launched the Allen-Bradley Stratix 5800 managed switch firmware expansion, introducing hardware-based IEEE 1588 Precision Time Protocol (PTP) synchronization over private 5G Standalone (SA) infrastructure. The update enables decentralized multi-axis motion networks and functional safety sensor grids to achieve sub-microsecond timing accuracy without requiring physical fiber-optic backplanes. Bently Nevada — Bently Nevada has unveiled its Orbit 60 Machinery Protection Core update, integrating localized machine-learning classification logic straight into the continuous dynamic waveform capture module. Optimized for magnetic-bearing centrifugal turbomachinery, the firmware isolates subtle rotor-stator rub patterns and oil-whirl anomalies before conventional displacement sensors hit high-vibration physical alarm thresholds. Keyence — Keyence has updated its SR-X Series industrial direct part mark (DPM) reader family, adding an automated multi-wavelength LED illumination matrix that alters light diffraction patterns dynamically on the fly. The hardware resolves long-standing reading failure bottlenecks in fast-paced semiconductor and lithium-ion battery tracing cells, successfully scanning laser-etched, ultra-low contrast codes on highly reflective or curved surfaces. Honeywell — Honeywell Process Solutions has finalized a milestone modernization project at an expansive green-hydrogen refining plant to deploy its Experion virtualized control matrix. By migrating core distributed control system (DCS) loop functions from dedicated physical chassis into a high-availability, on-premise server cluster, the implementation slashed physical panel footprints by over 40%. Fanuc — Fanuc has officially launched its CRX-25iA collaborative robot line expansion featuring an integrated passive tactile sensing skin optimized for aggressive material-handling setups. The processing core runs a dynamic payload adaptation loop that continuously recalculates soft-safety braking distances based on real-time motor torque changes, letting the arm operate at higher linear transfer speeds during empty return cycles. Omron — Omron has introduced its Sysmac NJ/NX controller update family, embedding native MQTT Sparkplug B data-structuring engines directly into the CPU core. This optimization allows field-tier sensors and drive matrices to broadcast contextualized, pre-mapped data packets straight to corporate cloud enterprise platforms without passing through costly intermediate PC-based gateway translators. Danfoss — Danfoss Drives has released its iC7-Automation frequency converter suite update, incorporating native "Active Microgrid Balancing" logic at the drive source. Designed for facilities operating with high concentrations of localized solar arrays and battery energy storage systems (BESS), the hardware actively dampens voltage phase-angle fluctuations to prevent sensitive neighboring PLC nodes from experiencing intermittent communication fault trips. ------------------------------------------------------------------------------------------------------------------ 🏢 About TZ Tech TZ Tech is a leading supplier of industrial automation, electrical, instrumentation, and telecommunications components. We specialize in sourcing ready-to-ship distributor stock, allowing us to offer highly competitive pricing and short lead times. Thanks to our extensive inventory, we can even source rare and discontinued parts that are hard to find elsewhere. 🛡️ Our Quality Commitment We understand that quality is your top priority. Every component undergoes a strict screening and inspection process so you can buy with absolute confidence. For legacy or discontinued parts, we believe in complete transparency and will always provide an honest, accurate report on the product's condition. Plus, all brand-new parts come backed by a full 1-year warranty. ✉️ Get in Touch Have a project or a part you need? Send us your inquiry today! Our team is dedicated to providing a fast response within 6 hours (excluding weekends).
View More

Production is down. The diagnostic LED on the PLC rack is flashing a code you've never seen before. Your maintenance team traces it to a failed I/O module — a model the manufacturer marked End-of-Life six years ago. The OEM says "no longer available" and the lead time on a migrational controller is 18 weeks. You need that part today, not next quarter. If this scenario sounds familiar, you're not alone. Across manufacturing plants in the Middle East, the Americas, and Europe, thousands of production lines still depend on discontinued programmable logic controllers. The good news: many of these parts are still available in 2026 — through new old stock (NOS), certified refurbished units, and specialized distributors who built their business around the exact problem you're facing. Here's what's still findable, what it costs, and how to get it. Why PLCs Go End-of-Life Every major automation brand follows a predictable product lifecycle: 1. Active — full production, firmware updates, and technical support 2. Mature — still manufactured, but no major development. Minor bug fixes only 3. End-of-Life announced — last-time-buy window opens (typically 6–18 months) 4. Discontinued — production ceases. Support and spares may continue 2–10 years depending on brand 5. Obsolete — no manufacturer support at all. You rely entirely on the aftermarket Allen-Bradley typically offers 5–10 years of spares after discontinuation for Rockwell platforms. Siemens historically supports S7 hardware for 10+ years after phase-out, but 6ES5 (the Simatic S5 family) has been end-of-life since the early 2000s. Omron and Mitsubishi average 7–8 years of after-sale service. Schneider Modicon platforms vary widely — the Quantum line was discontinued in 2016 but spares were available through 2023. Keyence KV series cycles tend to be shorter at 5–7 years. The real challenge: most plants don't plan for discontinuation. A 2024 industry survey found that 43% of manufacturers discover a part is obsolete only when it fails. That reactive scramble is exactly the scenario this guide is designed to prevent. --- Still-Available Discontinued Series Allen-Bradley The SLC 500 family (1746 I/O) was discontinued in 2018, but it remains one of the most-sought-after discontinued platforms globally. · SLC 500 CPUs — 1747-L532, L541, L543, L551, L552, L553: plentiful as refurbished. NOS is rarer but available for L551 and L553 models · 1746 I/O modules — IB16, OB16, IO12DC, NI4, NO4I, all widely stocked by specialists · 1747-SN scanner modules — harder to find but steady supply from refurb channels · PLC-5 processors — 1785-L20B through L80B, plus the enhanced E-series: these are the most expensive NOS items in the Allen-Bradley discontinued catalogue, often fetching 2–3x original list price · 1771 I/O racks and modules — the original PLC-5 I/O platform. 1771-IBD, 1771-OBD, 1771-NB modules are still regularly sourced from decommissioned plants in Europe and the US Availability verdict: Good for SLC 500 and 1771 I/O through refurb. NOS for PLC-5 CPUs is tight but findable. Siemens · S7-300 (discontinued 2022–2023 final orders): the 6ES7313, 6ES7314, 6ES731315-2 DP CPUs are still common as NOS in Eastern European warehouses. The 6ES7 331 and 332 analog modules are especially well-stocked · S7-400 (discontinued 2023): the 6ES7414-4 and 416-3 CPUs are available refurbished. NOS is diminishing fast — prices have risen 30–40% since 2024 · 6ES5 (Simatic S5) : the oldest hardware still in active use. 6ES5 100, 130, 155U CPUs are available almost exclusively as refurbished. The 6ES5305 and 306 power supplies are still stocked by specialty distributors Availability verdict: S7-300 is the sweet spot — good NOS supply. S7-400 requires acting fast. S5 is strictly refurbished territory. Omron · C200H series: CPU modules (C200H-CPU01-E through CPU31-E) are available as NOS from Middle East and Asian distributors. I/O modules like C200H-ID212 and C200H-OC225 are widely stocked · CQM1 series: the CQM1-CPU42/43/44 processors and CQM1-OC221 output modules remain in reasonable supply as NOS in Japan and Singapore Availability verdict: Better than expected. Omron's Asian distribution network held significant backstock. Mitsubishi · FX1S and FX1N series (discontinued ~2014): the FX1S-14MR-001 and FX1N-24MR-001 are available but prices have climbed 50%+ since 2022. NOS exists mainly in Indian and Southeast Asian markets · A-Series (A1S, A2S, A3S — discontinued early 2000s): strictly refurbished territory. The A1SJ71UC24-R2 communication modules are in particularly high demand Availability verdict: FX1S/FX1N still findable as NOS. A-Series needs refurbished channels. Schneider · Modicon 984 (discontinued ~2010): the 984-120, 984-130, 984-145, 984-685 processors are all available refurbished. NOS is extremely rare · TSX Premium (discontinued 2015–2017): TSX P57 104M, 113M, 143M, 163M plus TSX AEY 1600 analog modules remain available as NOS from European distributors · Quantum series (end-of-life 2016): 140 CPU 113 02, 140 CPU 434 12U processors — NOS runs $800–$2,500 depending on model Availability verdict: TSX Premium is the best bet for NOS. Quantum is split — common modules available, rare ones get expensive fast. Keyence · KV-3000 and KV-5000 series: Keyence's short product cycles mean these are less than 10 years discontinued but already hard to find as NOS. The KV-3000 CPU and KV-B16XC input modules are available refurbished from Japanese surplus channels · KV-L2 and KV-L3 programming software keys: still obtainable but only through specialized brokers Availability verdict: Limited. Act quickly if you see stock. --- New Old Stock vs Refurbished vs Compatible You have three sourcing paths. Here's how to choose. New Old Stock (NOS) — factory-sealed, never used, original manufacturer. Best for: mission-critical applications where downtime cost justifies the premium, regulatory environments that require original parts, and systems you plan to run for another 5+ years. Premium: 1.5–3x original list price. Certified Refurbished — tested, cleaned, and guaranteed by a specialist distributor. Best for: cost-sensitive projects, backup spares, and platforms that were discontinued more than 5 years ago. Most reliable refurbishers offer 30-day to 1-year warranties. Compatible/Replacement Modules — third-party manufactured drop-in replacements. Best for: commodity I/O (digital input/output modules) where brand doesn't matter, and very old platforms where NOS and refurb supply has dried up. Risk: compatibility varies; always test before going live. Rule of thumb: For CPUs and specialty communication modules, buy NOS or certified refurbished. For basic 24V DC input or relay output modules, compatible units are often a safe bet. --- How to Search for Discontinued Parts Most procurement teams waste time searching wrong. Here's the efficient approach: 6. Start with the full part number, not the family name. "1756-L63" gets results. "Allen-Bradley ControlLogix" gets noise 7. Search regionally. Prices and availability vary dramatically. Allen-Bradley parts are cheaper in the US. Siemens S7 is cheaper in Europe. Omron and Mitsubishi are cheapest from Asian distributors 8. Specify "NOS" or "New Old Stock" in your search to filter out refurbished and used listings if that's what you need 9. Ask for "available stock" not "can you source it" — you want distributors who already hold inventory, not brokers who'll start searching after you call 10. Check series-level stock pages at specialized industrial automation stores like tztechio.com, which maintain real-time inventory on discontinued platforms rather than listing individual auctions 11. Request alternate series numbers. Some modules have identical specs under different catalogue numbers — a good distributor knows these cross-references --- FAQ Q: How long do discontinued PLC parts keep working once installed? A: A well-maintained NOS module stored in proper conditions (ESD-safe, <85% humidity, stable temperature) will typically meet its original MTBF rating — often 500,000 to 1,000,000 hours. Refurbished units are generally rated for 50–70% of original lifespan. Q: What's the best way to verify a refurbished module is genuine? A: Request test documentation showing the module passed manufacturer-specified diagnostics. Reputable suppliers provide a test certificate. Also check for proper labeling — genuine Allen-Bradley and Siemens modules have specific serial number formats you can verify with the distributor. Q: Can I mix discontinued modules with current-generation controllers? A: Sometimes, through gateway or adapter modules. For example, Allen-Bradley 1746 I/O can connect to ControlLogix via a 1747-AIC or 1756-DHRIO. However, compatibility is never guaranteed — always check the manufacturer's compatibility matrix first. Q: Is it cheaper to retrofit a new PLC than buy a discontinued spare? A: It depends on your timeline. A full retrofit costs $5,000–$50,000+ including engineering, wiring, programming, and validation. If you just need one $300 I/O module, replacement makes sense. If you're replacing 10+ modules annually, it's time to migrate. Q: Which brands have the longest aftermarket parts availability? A: Allen-Bradley (Rockwell) leads, with active aftermarket supply 15–20 years after discontinuation. Siemens is close behind. Omron and Mitsubishi have strong supply in Asia. Keyence and Schneider have shorter aftermarket windows. Q: Do discontinued PLC parts carry a warranty? A: Yes, from the distributor. NOS usually carries a 1–2 year warranty from the manufacturer's original production date. Certified refurbished typically offers 30 days to 1 year. Always confirm warranty terms before ordering. --- Final Word The golden era of plant-wide PLC migrations isn't coming anytime soon. Budget cycles, production schedules, and the simple fact that a 2005-era SLC 500 still runs perfectly mean discontinued parts will be in demand for years. The difference between a three-day emergency shipment and a three-month production outage is knowing which supply channels work, what to pay, and who to call. At tztechio.com, we maintain real-time stock across all the brands and series mentioned above — from Allen-Bradley SLC 500 and Siemens S7-300 to Omron C200H and Mitsubishi FX series. Browse our PLC parts inventory, explore Allen-Bradley, Siemens, Omron, Mitsubishi, Schneider, and Keyence collections, or contact our team for hard-to-find items not listed online. Production lines don't wait. Neither do we. ----------------------------------------------------------------------------------------------------------------------- 🏢 About TZ Tech TZ Tech is a leading supplier of industrial automation, electrical, instrumentation, and telecommunications components. We specialize in sourcing ready-to-ship distributor stock, allowing us to offer highly competitive pricing and short lead times. Thanks to our extensive inventory, we can even source rare and discontinued parts that are hard to find elsewhere. 🛡️ Our Quality Commitment We understand that quality is your top priority. Every component undergoes a strict screening and inspection process so you can buy with absolute confidence. For legacy or discontinued parts, we believe in complete transparency and will always provide an honest, accurate report on the product's condition. Plus, all brand-new parts come backed by a full 1-year warranty. ✉️ Get in Touch Have a project or a part you need? Send us your inquiry today! Our team is dedicated to providing a fast response within 6 hours (excluding weekends).
View More
Hook You're staring at a project spec that could run on an Allen-Bradley ControlLogix rack — safe, proven, what every integrator in North America reaches for. But the project lead is asking whether PC-based control could cut hardware cost by 40% and give you room to add vision, analytics, and OPC UA without buying extra modules. Beckhoff TwinCAT keeps coming up in those conversations. So does the question no one asks out loud: *what's the catch?* If you're making this call in 2026, you're not choosing between two brands of PLC. You're choosing between two fundamentally different philosophies of industrial control. One says the controller should be a hardened appliance. The other says the controller is software, and the hardware is whatever you want it to be. This article breaks down the real differences — not the spec-sheet marketing — based on how these platforms perform on actual factory floors in the Americas, Europe, and the Middle East. The Basics What Is Beckhoff TwinCAT? TwinCAT (The Windows Control and Automation Technology) is not a PLC. It's a real-time software runtime that turns a standard industrial PC into a multi-axis motion controller, PLC, CNC, and IoT gateway — all running on the same hardware. It executes on a real-time kernel that sits alongside Windows, meaning your control logic runs deterministically while Windows handles the HMI, databases, and network stack. The key numbers: TwinCAT 3 supports cycle times down to 50 microseconds. It can handle 255 axes of coordinated motion on a single PC. The programming environment lives inside Microsoft Visual Studio, which means you get source control (Git), unit testing frameworks, and the full IDE tooling that software developers have used for two decades. What Is Allen-Bradley Studio 5000? Studio 5000 is Rockwell Automation's unified design environment for the ControlLogix and CompactLogix families. It programs over EtherNet/IP using a tag-based architecture — every I/O point, timer, and counter is a named tag rather than a fixed memory address. This makes code more readable and reusable than older address-based systems. The platform runs on dedicated hardware: a Logix controller with a real-time operating system baked into firmware. You don't install an OS. You don't manage Windows updates. The controller boots, runs your logic, and keeps running. For plants where "it just works" is the overriding requirement, this simplicity has real value. The Philosophical Divide Both platforms use IEC 61131-3 languages (ladder, structured text, function block, sequential function chart). Both support object-oriented programming extensions. Both can do motion, safety, and networking. The difference is where the boundary sits between software and hardware. Beckhoff puts everything in software and lets you pick the industrial PC. Allen-Bradley puts the runtime in firmware on purpose-built hardware. Neither approach is wrong — but they lead to very different cost structures, maintenance models, and upgrade paths. The Real World Cost: Hardware vs Total Cost of Ownership A mid-range Beckhoff system — C6030 ultra-compact IPC, TwinCAT 3 runtime license, EtherCAT I/O for 200 points — runs roughly $4,500 to $6,500 USD depending on licensing options. An equivalent Allen-Bradley setup — 1756-L82E ControlLogix controller, 1756-EN2TR EtherNet/IP module, 1756 chassis, 1756 I/O modules for 200 points — lands closer to $12,000 to $18,000 USD. But purchase price tells half the story. The real cost difference emerges in expansion. On Beckhoff, adding machine vision requires a GigE Vision library license (~$400). On Allen-Bradley, adding vision means a separate camera system with its own processor and integration work — typically $3,000 to $8,000. On Beckhoff, adding OPC UA server functionality is a license key. On Allen-Bradley, it means buying an 1756-EWEB module or running Kepware on a separate server. For projects in Saudi Arabia or the UAE where compute-heavy applications like predictive maintenance and energy monitoring are increasingly spec'd into new plants, the all-in-one PC approach avoids a cascade of add-on hardware. Programming: Visual Studio vs Studio 5000 Beckhoff engineers write code in Microsoft Visual Studio. This means proper source control with Git — branching, merging, pull requests. Team Foundation Server or Azure DevOps integration is native. If you have 15 programmers working on different sections of a packaging line, each can work in isolation, merge changes, and resolve conflicts the way software teams have done for years. Studio 5000 uses Rockwell's own project file format (.ACD). Version control requires Rockwell's AssetCentre or third-party tools like VersionDog. Compare-and-merge between revisions is functional but not seamless. For a two-engineer maintenance department at a water treatment plant in Germany, this is fine. For a machine builder in Detroit shipping 50 similar-but-not-identical machines per year, managing 50 nearly-identical .ACD files becomes a headache that TwinCAT's Git-native workflow solves elegantly. Motion Control: EtherCAT vs Kinetix This is where Beckhoff pulls ahead decisively. EtherCAT is an open standard — any EtherCAT-compatible drive from any manufacturer works. You can mix Lenze, Yaskawa, and Beckhoff's own AX8000 series on the same network. The protocol processes telegrams on-the-fly at each slave, achieving sub-microsecond synchronization across dozens of axes. Allen-Bradley's Kinetix motion platform runs on EtherNet/IP with CIP Motion. Performance is excellent within the ecosystem — but you're locked into Kinetix drives and servo motors. A 2 kW Kinetix 5700 servo drive runs about $3,200 USD. An equivalent EtherCAT drive from a competitive manufacturer runs $1,400 to $2,000. On a 20-axis machine, the drive cost difference alone can exceed $24,000. Regional Differences That Matter In North America, Allen-Bradley dominates because integrators know it, distributors stock it, and plant managers trust it. The installed base advantage means finding a technician who can troubleshoot a ControlLogix system is easy in Houston or Toronto. In Europe, Beckhoff has deep penetration — particularly in Germany, the Netherlands, and Scandinavia. The EtherCAT ecosystem is the default for machine builders exporting globally. In the Middle East, the picture is shifting. New greenfield projects in Saudi Arabia under Vision 2030 increasingly specify vendor-neutral architectures. Beckhoff's open-standards approach resonates with EPC contractors who don't want to be locked into a single supplier's hardware ecosystem. That said, Allen-Bradley remains strong in oil and gas facilities where Rockwell's process control integration with PlantPAx is a known quantity. Deep Dive Real-Time Performance Under Load The spec sheet numbers matter less than behavior under load. A ControlLogix 1756-L85E executes continuous tasks at roughly 0.5 ms per thousand rungs of ladder logic. It does this consistently because the controller processor does nothing but run your logic and handle I/O. TwinCAT 3 on a Beckhoff C6030 (Intel Core i7, 4 cores isolated for real-time) can run the same logic in under 50 microseconds — roughly 10x faster. But this performance depends on proper core isolation. If Windows decides to run a background update during a critical motion sequence, you get a real-time violation. Beckhoff engineers solve this by dedicating CPU cores exclusively to the TwinCAT runtime and disabling Windows features that could interrupt. For most applications — conveyors, pumps, packaging machines — both platforms deliver more than enough speed. The performance edge only becomes meaningful in high-speed applications: printing presses, CNC machining, semiconductor handling, or anything with sub-millisecond motion requirements. Scalability and Expandability The ControlLogix platform scales from the 1756-L71 (2 MB memory, ~1000 I/O) to the 1756-L85E (40 MB, ~128,000 I/O points). You buy the controller for the job and expand I/O by adding modules to the chassis. TwinCAT scales differently. The same software runs on everything from a CX9020 embedded controller (ARM Cortex-A8, DIN-rail mounted, ~$600) to a C6670 rack-mount server (dual Xeon, 128 GB RAM). Your control logic doesn't change when you move between them. A machine builder can develop on a powerful engineering PC, then deploy the same code to a fanless embedded controller for the production machine. This portability creates an interesting dynamic for OEMs. Design once, deploy everywhere — from a compact CX-series controller on a standalone machine to a full industrial server running 50 coordinated axes plus a SQL database and a web-based HMI. The IT/OT Convergence Angle In 2026, the line between factory floor and enterprise network has blurred beyond recognition. Plants that used to run isolated control networks now push production data to cloud analytics, integrate with ERP systems, and expose machine data via MQTT and OPC UA to plant-wide dashboards. Beckhoff was designed for this convergence from day one. The controller is a Windows PC — it runs SQL Server Express natively, hosts a web server for dashboards, and communicates over standard TCP/IP protocols that IT departments understand and can secure. TLS 1.3 encryption for OPC UA is built into the runtime. Allen-Bradley achieves IT/OT integration through additional hardware and software layers. FactoryTalk Linx provides the data bridge. FactoryTalk Analytics adds the intelligence layer. It works, but each layer adds licensing cost and integration complexity. For a plant manager who wants the machine data to show up in Power BI without a six-figure integration project, Beckhoff has a shorter path. Pricing & Availability · Beckhoff C6030 IPC + TwinCAT 3 runtime: $3,000–$5,000 USD (IPC) + $1,200–$2,500 (licenses), available 2–4 weeks lead time in North America and Europe; slightly longer in Middle East via Beckhoff regional distributors · Allen-Bradley 1756-L82E ControlLogix: $6,000–$9,000 USD (controller only), lead times have improved to 4–8 weeks after the 2022–2024 supply chain crunch; 1756 chassis and I/O modules add $3,000–$8,000 · Note: Both platforms have healthy stock levels in 2026. Beckhoff components (EtherCAT terminals, IPCs) ship from Germany with predictable EU lead times. Allen-Bradley availability is solid through Rockwell's global distribution network · Discontinued models to avoid: Beckhoff CX1000 series (replaced by CX7000/CX9000); Allen-Bradley 1756-L6x ControlLogix (replaced by L7x/L8x series) — still available on the secondary market at tztechio.com/allen-bradley FAQ Is TwinCAT harder to learn than Studio 5000? If you come from a traditional PLC background with ladder logic, Studio 5000 feels familiar immediately. TwinCAT has a steeper learning curve — you're working inside Visual Studio, managing a real-time kernel, and thinking in terms of software engineering patterns. But for engineers under 35 who grew up with Git and object-oriented programming, TwinCAT's workflow actually feels more natural. Beckhoff offers free 3-day training courses at their regional offices. Can I use Allen-Bradley I/O with a Beckhoff controller? Not directly. Beckhoff uses EtherCAT for I/O, Allen-Bradley uses EtherNet/IP. You can add an EtherNet/IP master license to TwinCAT ($1,200–$2,500) to communicate with Allen-Bradley I/O as a scanner, but the latency won't match native EtherCAT performance. For new installations, use native EtherCAT I/O from Beckhoff or third-party EtherCAT manufacturers like WAGO or Phoenix Contact. What happens when the Windows PC running TwinCAT crashes? The TwinCAT runtime operates on a dedicated real-time kernel — a Windows blue screen does not stop your control logic. The I/O continues updating, motion continues executing, and safety functions remain active. The HMI goes dark, which is a problem for operators, but the machine doesn't fly apart. Beckhoff's TwinCAT/BSD alternative runs on FreeBSD for customers who don't want Windows on their factory floor at all. Which platform is better for a Middle East water treatment project? Both work. Allen-Bradley PlantPAx DCS has pre-built water treatment libraries that shorten engineering time. Beckhoff offers better integration with third-party analyzers through open protocols and lower total hardware cost. For brownfield expansions where the existing plant is Rockwell, stay with Rockwell. For greenfield projects with no legacy constraint, Beckhoff deserves a hard look — especially when energy monitoring and predictive analytics are in the scope. What about cybersecurity — which platform is more secure? Both support role-based access control, audit logging, and encrypted communications. Allen-Bradley benefits from its simpler network architecture (fewer OS-level attack surfaces). Beckhoff inherits Windows' security considerations but allows IT-standard hardening: Group Policy, Windows Defender, network segmentation, and domain authentication. Under NIS2 in Europe, both platforms can meet compliance requirements when properly configured — the difference is in the configuration effort, not the capability ceiling. Can I migrate from Allen-Bradley to Beckhoff or vice versa? Yes, but plan for a full engineering effort. IEC 61131-3 code can be manually translated between platforms, but there is no automated converter. The I/O wiring, network architecture, and HMI design all change. Budget 2–3 months of engineering for a mid-sized migration and run both systems in parallel during commissioning to avoid production downtime. See our migration guide for a step-by-step approach.
View More
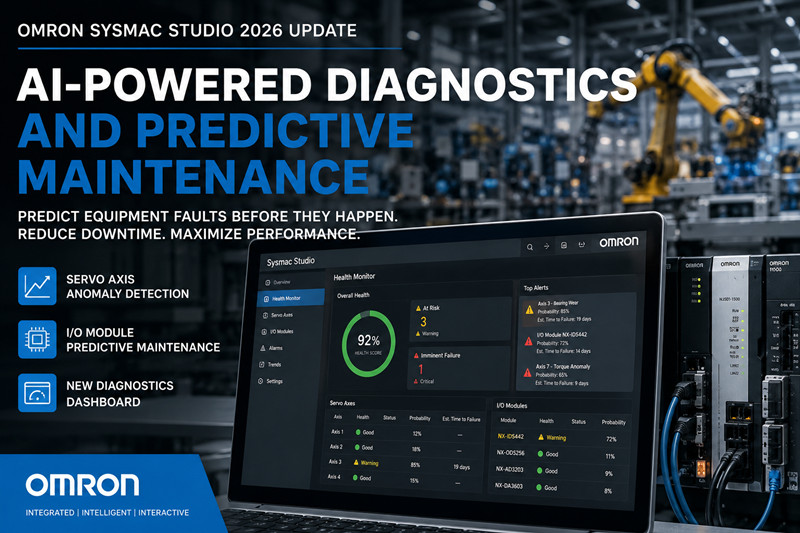
The News Omron dropped a significant update to Sysmac Studio in April 2026, and it's not the usual bug-fix release. The automation software now includes an AI-driven diagnostics engine that predicts equipment faults before they trigger alarms — no separate analytics platform, no cloud subscription required. The update targets the NJ and NX series machine automation controllers, bringing anomaly detection to servo axes, predictive maintenance to I/O modules, and a new diagnostics dashboard that surfaces failure probabilities engineers can actually act on. For plants running high-speed packaging or automotive assembly lines, this changes how maintenance gets scheduled. --- What's New in Sysmac Studio The April 2026 update (version 1.58) introduces three AI diagnostic modules that run directly inside the Sysmac Studio engineering environment. Servo Axis Anomaly Detection monitors connected 1S-series and G5-series servo drives over EtherCAT, analyzing torque ripple, current draw signatures, and velocity error trends against a learned baseline. When a servo axis deviates beyond configurable thresholds, Sysmac Studio generates a predictive fault alert with a probability score and estimated time-to-failure window. During beta testing at a Japanese automotive supplier, the system flagged a welding robot axis showing a 3.8% torque increase trend — the bearing failed 19 days later, exactly within the predicted window. The plant swapped it during planned downtime instead of a line-stop emergency. I/O Module Predictive Maintenance applies the same approach to NX-series I/O slices on the EtherCAT backplane. The AI tracks communication error rates, internal temperature drift, and voltage stability across digital and analog modules. A module creeping toward failure shows up on the new Health Monitor dashboard as a yellow (degrading) or red (imminent failure) indicator. The system distinguishes between transient network glitches and genuine hardware degradation — the difference between a nuisance alert and something your maintenance team actually needs to see. Firmware Support covers the full NJ and NX CPU lineup. The NX701-1700 (Omron's flagship machine automation controller, 64 axes) and the NJ501-1500 (mid-range, 16 axes) both receive firmware updates — version 1.49 for NX701 and version 1.47 for NJ501 — that expose the diagnostic data pipes the Sysmac Studio AI engine reads. Existing NJ301 and NJ101 CPUs are not supported; the AI diagnostics require the higher-performance processor architecture in the NJ501 and NX7 series. The diagnostics engine runs locally on the engineering PC during online monitoring. No data leaves the factory network unless you choose to export logs. The model training happens in Sysmac Studio itself, using historical trend data already logged by the controller — no external training tool needed. --- Why It Matters Most maintenance teams still operate on one of two models: run-to-failure (cheap until it isn't) or calendar-based preventive (safe but wasteful). AI diagnostics shifts the needle to condition-based predictive — you replace a servo bearing when the data says it's degrading, not when it seizes or when the calendar says it's Tuesday. The cost math is straightforward. In automotive body-in-white lines, a single minute of unplanned downtime costs between $10,000 and $22,000 depending on production rate and vehicle margin. A robotic axis bearing failure that takes 45 minutes to diagnose and replace burns $450,000 or more in lost throughput. Packaging lines run lower per-minute costs but higher frequencies — a cartoner fault on a pharmaceutical line can scrap $50,000 in product before the operator catches it. Catching the degradation signal 19 days early, as Omron's beta sites demonstrated, means the repair happens during a shift change instead of during production. How does this compare to the competition? Siemens MindSphere requires cloud connectivity and a subscription for predictive analytics on S7-1500 data. Rockwell FactoryTalk Analytics for Devices is embedded in the ControlLogix 5069 but ties you to the Rockwell ecosystem. Omron's approach is more self-contained — the AI runs locally, uses data the controller is already collecting, and doesn't mandate a recurring cloud bill. For plants in the Middle East and Europe where data sovereignty concerns push back against cloud-dependent solutions, that architecture matters. The catch: the AI models need training data. A brand-new machine with no historical trend data won't generate useful predictions for 4–8 weeks while the baseline builds. For retrofit applications where historical logs exist, the system starts delivering value almost immediately. --- Availability and Pricing The Omron Sysmac Studio AI diagnostics 2026 update is available now through Omron's global distribution network. Existing Sysmac Studio users with active support contracts receive the version 1.58 update at no charge. The AI diagnostic modules are included — no separate license fee. New Sysmac Studio licenses (full edition) run approximately $2,200 USD per seat. The free Lite edition does not include the AI diagnostic modules; upgrading from Lite to Full is roughly $1,400. The NJ501-1500 and NX701-1700 firmware updates are free downloads from Omron's FA support portal. CPUs ship with the updated firmware from June 2026 production onward; existing CPUs require a firmware flash to enable the diagnostic data pipes. For Omron hardware — NJ/NX controllers, 1S-series servos, NX I/O, and EtherCAT components — browse tztechio.com/omron for current pricing and regional stock availability. --- FAQ Q: Does the AI diagnostics require cloud connectivity? No. All AI inference runs locally in Sysmac Studio on the engineering PC during online monitoring. Model training also runs locally using trend data stored on the controller or engineering PC. Cloud connectivity is not required for any diagnostic function. Export to cloud analytics platforms is optional. Q: Will my existing NJ CPU support this? It depends on the model. NJ501 CPUs (NJ501-1300, NJ501-1500, and NJ501-4xxx variants) and all NX7 CPUs (NX701-1600, NX701-1700) are supported via firmware update. NJ301 and NJ101 series CPUs are not supported — their processor architecture lacks the performance headroom for the diagnostic data pipes the AI engine requires. If you're running NJ301 controllers and want AI diagnostics, an upgrade to NJ501 is the path. Q: How accurate are the predictions? Omron claims 85–92% accuracy on bearing degradation prediction after 8 weeks of baseline training, based on beta data from automotive and packaging pilot sites. Accuracy improves over time as the model refines. The system is conservative by design — it flags potential faults earlier rather than later. False positives (alerts that don't result in a failure) occur at roughly 8–12% in the current models, which is consistent with predictive maintenance systems across the industry. Q: Does this work with third-party servo drives? No. The servo anomaly detection is specific to Omron 1S-series and G5-series servo drives connected over EtherCAT. The I/O predictive maintenance module works with NX-series I/O only. Third-party EtherCAT devices generate standard diagnostic data but do not feed the AI engine's trained models. For mixed-vendor systems, the AI diagnostics apply to the Omron portion of the architecture. ------------------------------------------------------------------------------------------------------------------ TZ Tech is a professional supplier for industrial automation and electrical parts, as well as some instrumentation, telecommunication parts. We mostly sell the ready stock of distributor, with competitive price and short lead time. Even discontinued parts we may also can supply as we have a large inventory here. We understand what you concern, so we will ensure the quality. We strictly screen the components you require, so you don’t need worry about any quality issues with the goods you receive. For specialized parts that have long since been discontinued, we will sincerely inform you the actual condition of the goods. All brand new parts we will support 1 year warranty. If you need any related parts, please feel free to send an inquiry. Our staff will support quick response within 6 hours. (except weekend here)
View More

The Dilemma Every Plant Manager Faces PLC safety systems SIL ratings — that search lands here because someone in your organization just got handed a compliance audit finding, a project spec requiring SIL 3, or a quote for a safety PLC priced 45% above the standard controller they budgeted. Nobody wants to underspec safety and land on an incident report. Nobody wants to overspend and get called out in a budget review. This article covers what safety PLCs actually do, which products exist with real part numbers, and how to make the call without gambling or burning cash. --- The Basics SIL (Safety Integrity Level) measures risk reduction per IEC 61508. Four levels exist. SIL 1 (risk reduction factor 10–100) covers minor injury risk. SIL 2 (RRF 100–1,000) handles serious injury potential — this is the most common rating in general machinery. SIL 3 (RRF 1,000–10,000) applies where failure risks multiple fatalities: oil and gas ESD, chemical reactor protection, high-speed press safety. SIL 4 (RRF 10,000–100,000) lives in nuclear, aviation, and rail — no standard industrial safety PLC claims it alone. Don't confuse SIL with PL (Performance Level) from ISO 13849. European machinery regulations reference PL (a–e); process industries use SIL. Rough mapping: SIL 2 ≈ PLd, SIL 3 ≈ PLe. A safety PLC certified to SIL 3 typically satisfies PLe requirements, but the documentation path and assessment methodology differ. A safety PLC differs from a standard PLC in three ways. First, dual-channel processors run in lockstep with cross-checking — both must agree on outputs within a discrepancy window or the system trips. Second, every known failure mode results in a safe (de-energized) state — this is certified, not assumed. Third, safety program memory carries checksum protection; corrupted code is detected before execution. A standard PLC with watchdog logic cannot deliver the certified probability of failure on demand that a SIL-rated safety PLC provides. If your application requires certified SIL, a standard PLC doesn't qualify. --- The Real World Five platforms dominate safety PLC installations: Siemens S7-1500F: The F-CPU variants run standard and safety programs in partitioned memory. 6ES7516-3FN02-0AB0 (CPU 1516F-3 PN/DP, SIL 3, 2 MB program memory) and 6ES7517-3FP00-0AB0 (CPU 1517F-3 PN/DP, higher performance) pair with ET 200SP fail-safe I/O over PROFIsafe. Siemens dominates European and Middle Eastern safety installations. Allen-Bradley GuardLogix 5580: The 1756-L83ES (SIL 3 / PLe, 10 MB user memory, 1 GB safety memory) communicates safety over EtherNet/IP via CIP Safety. GuardLogix leads North American heavy industry — refineries, automotive, pulp and paper. Studio 5000 handles standard and safety logic in one project. Schneider Electric M580 Safety: The BMEP584040S (M580 Safety CPU, SIL 3) adds a safety co-processor to the standard M580 backplane. Schneider targets hybrid process industries — chemical, pharmaceutical, power generation — using EcoStruxure Control Expert. Pilz PSS 4000: Pilz builds only safety controllers. The PSS 4000 (SIL 3 / PLe) uses SafetyNET p protocol and dominates complex press safety, robotics cell protection, and burner management where deep safety expertise matters. ABB AC500-S: A safety co-processor on the AC500 platform, SIL 3 certified, using PROFIsafe over PROFINET. ABB positions it for applications mixing standard AC500 and safety — water treatment, tunnel ventilation, crane control. Real installations show the range. An offshore platform in the Persian Gulf runs Siemens S7-1500F CPUs for wellhead ESD at SIL 3 — a spurious trip costs $500,000–$2 million, so availability matters alongside safety. An automotive stamping plant in Michigan uses Allen-Bradley GuardLogix 1756-L83ES for press safeguarding with light curtains and safety mats, evaluating beam interruption and issuing stop commands within 15 ms to satisfy OSHA 1910.217. A German chemical plant deploys Schneider M580 Safety for overpressure protection with three redundant transmitters in a 2oo3 voting architecture — the SIF must close shutdown valves within a 2-second process safety time. --- Deep Dive Three safety protocols move safety data across plant networks. PROFIsafe rides on PROFINET as a black-channel protocol — untrusted network, trusted safety layer with sequence numbering, CRC, and address verification. Native to Siemens and ABB. CIP Safety extends EtherNet/IP with the same black-channel approach, router-capable across subnets. Native to Allen-Bradley GuardLogix. FSoE (FailSafe over EtherCAT) uses EtherCAT frames directly — found mainly in Beckhoff TwinSAFE and some Pilz configurations. Protocol choice follows platform choice; gateways exist for mixed environments but add latency. Redundancy architectures trade safety for availability. 1oo1 (single channel) is cheapest but any fault stops production — acceptable for SIL 2 with tolerable spurious trips. 1oo2 (two channels, either can trip) provides higher safety but still trips on any single fault. 2oo3 (three channels, two must agree) maintains safety through a single failure while avoiding spurious trips — standard in oil and gas ESD where availability has economic weight. A TÜV-certified 2oo3 system like the Siemens S7-1500FH handles vote synchronization internally, but hardware diversity is required to avoid common-cause failures. The IEC 61511 functional safety lifecycle governs the whole system, not just the PLC. HAZOP/LOPA determines target SIL. An SRS documents trip points, response times, and reset behavior. SIL verification calculates PFDavg for the entire loop — the safety PLC typically contributes under 15% of total failure probability; sensors and final elements dominate. Proof testing at defined intervals (typically 12 months for SIL 3 process functions) directly affects PFDavg. And cybersecurity per IEC 62443 now intersects functional safety: firmware signing, role-based access, and audit-trailed safety program changes are standard on modern safety PLCs. A compromised safety PLC has no SIL rating in any meaningful sense. --- Pricing and Availability Safety PLCs carry a 30–50% premium over standard equivalents. A 6ES7516-3FN02-0AB0 (S7-1500F) runs $4,800–$5,600 versus $3,200–$3,800 for the standard 1516-3. A 1756-L83ES GuardLogix is $7,200–$8,500 versus the standard 1756-L83E at $4,800–$5,600. Safety I/O adds 30–40% over standard I/O. Lead times in mid-2026 remain extended: 16–20 weeks for Siemens S7-1500F and Allen-Bradley GuardLogix CPUs. Order safety PLCs at specification stage — waiting until commissioning guarantees a schedule hit. tztechio.com maintains regional safety stock for common Siemens and Allen-Bradley safety part numbers in the Middle East. Check tztechio.com/plc, tztechio.com/siemens, and tztechio.com/allen-bradley for current availability. FAQ Q: Do I really need a safety PLC, or can I use a safety relay? One or two simple safety functions — a single e-stop, one light curtain — suit a configurable safety relay like the Pilz PNOZ X or Siemens 3SK1 at under half the cost. The safety PLC becomes necessary with multiple safety zones, safety signals crossing between machines, flexible safety logic that changes with production modes, or diagnostics that identify which exact device tripped. If you're wiring more than three safety relays into tangled series contacts, the safety PLC pays for itself in reduced wiring and easier modification. Q: SIL 2 vs. SIL 3 — what's the practical difference? SIL 3 is roughly 10x less likely to fail on demand than SIL 2. This translates to hardware: SIL 2 might use single-channel inputs with diagnostics; SIL 3 requires dual-channel inputs with discrepancy checking and roughly doubles the I/O count. Most machinery (presses, robots, packaging) satisfies regulatory requirements at SIL 2 / PLd. Specify SIL 3 because your risk assessment says you need it, not because it sounds safer. Q: Can I add safety to my existing standard PLC? No. A standard PLC lacks the dual-processor architecture, fail-safe output drivers, and certified firmware. You can integrate a separate safety PLC alongside your standard controller — many plants do exactly this. It adds communication complexity but works. Q: Does a SIL 3 safety PLC need SIL 3 sensors and actuators? The entire SIF — sensor, logic solver, final element — must collectively meet the target SIL. A SIL 3 PLC with SIL 2 sensors and SIL 2 valves may not achieve SIL 3 overall. The PFDavg calculation determines this. SIL 2 sensors in a 1oo2 or 2oo3 voting arrangement can meet SIL 3 depending on proof test intervals and component PFD numbers. Q: How often should I proof-test a safety PLC? Typical intervals: 12 months for SIL 3 process safety, 12–24 months for machinery. The test must exercise the whole loop — sensors through final elements. The safety PLC's internal diagnostics cover above 99% of faults, but field devices need active testing.
View More
Hook The Schneider Modicon vs Siemens SIMATIC decision hits process automation buyers harder than most platform selections. A refinery expansion in Kuwait, a chemical batch plant in Germany, or a municipal water treatment upgrade in Texas — all demand a PLC backbone that handles analog-heavy I/O, runs redundant architectures without downtime, and integrates with instrumentation installed years before the control system was even specified. Both Schneider Electric and Siemens position their high-end process controllers as purpose-built for these environments. The Modicon M580 ePAC and the SIMATIC S7-1500 family each carry decades of pedigree in continuous and batch process control. Choosing wrong means re-engineering the I/O topology mid-project or locking into a supply chain your procurement team cannot sustain. --- The Basics Schneider Electric's Modicon brand is the original PLC — the Modicon 084 shipped in 1969 and established the programmable controller category. Today, the Modicon M580 (part number BMEP584040 for the high-end CPU) anchors Schneider's process offering under the EcoStruxure architecture. The M580 is marketed as an ePAC — Ethernet Programmable Automation Controller — with native Ethernet backplane connectivity and the ability to run control loops across distributed I/O without a centralized rack. Below the M580, the Modicon M340 serves mid-range applications where redundancy is optional and project budgets are tighter. Both use EcoStruxure Control Expert (formerly Unity Pro) for configuration and programming. Siemens SIMATIC answers with the S7-1500 family, led by CPUs like the 6ES7516-3AN02-0AB0 (CPU 1516-3 PN/DP). The S7-1500 sits above the compact S7-1200 and replaces the legacy S7-300/400 lines that dominated process installations for two decades. Siemens pairs the S7-1500 with the ET 200SP and ET 200MP distributed I/O families, and all engineering happens inside TIA Portal (Totally Integrated Automation Portal). For process-specific workloads, Siemens offers the S7-1500 Redundant (R/H) controllers and the dedicated S7-1500 Software Controller for virtualized deployments. The philosophical split matters. Schneider built the M580 from the ground up as an Ethernet-native process controller with Modbus TCP woven into its DNA. Siemens treats process as one workload among many on the S7-1500, with PROFINET as its primary industrial protocol and Modbus TCP supported through function blocks rather than native silicon. That difference ripples through every engineering decision downstream. --- The Real World Middle East Oil & Gas A gas processing facility in Qatar upgrading from legacy Modicon Quantum hardware faces a straightforward migration path to the M580. Schneider's Quantum-to-M580 conversion tooling preserves the original Control Expert application logic, and the M580's Ethernet backplane lets the team reuse existing Quantum I/O modules through X80 drop adapters. The CPU BMEP584040 handles up to 64 distributed I/O racks — enough for a mid-size gas plant with roughly 4,000 I/O points. The native Modbus TCP support means existing flow computers and gas chromatographs with Modbus interfaces connect without protocol converters. On the same project type, a Siemens SIMATIC S7-1500 with the 6ES7516-3AN02-0AB0 CPU would require PROFINET instrumentation or Modbus TCP function blocks (Siemens' MB_CLIENT/MB_SERVER instructions in TIA Portal). For greenfield Middle East installations where the EPC contractor specifies PROFINET field instruments — common on projects with European engineering firms — the S7-1500 integrates natively. Saudi Aramco's 2025 automation standards accept both platforms, but projects tied to German or Austrian EPC houses lean Siemens while French and Italian EPC specifications tilt toward Schneider. European Chemical & Batch Processing A specialty chemicals plant in Ludwigshafen running IEC 61511 safety instrumented functions pushes both platforms to their limits. Modicon M580 safety CPUs (BMEP582040S) run TÜV-certified SIL2 safety logic alongside the process control program on the same hardware. The EcoStruxure Control Expert safety library includes pre-certified function blocks for emergency shutdown, burner management, and overfill protection — exactly what batch chemical operations need for regulatory compliance. Siemens counters with the S7-1500 F-CPUs (6ES7516-3FN02-0AB0) that handle safety and standard programs in separate, isolated memory partitions. TIA Portal includes the Safety Advanced add-on, and Siemens' SIMATIC PCS 7 process control system layers on top of the S7-1500 for full DCS functionality when the application outgrows standalone PLC control. BASF and Bayer facilities across Germany, Switzerland, and the Benelux region run predominantly Siemens infrastructure, so the integrator ecosystem and spare parts availability tilt the decision toward SIMATIC regardless of pure technical merit. US Water & Wastewater Treatment A 40 MGD water treatment plant in Houston evaluating both platforms in 2026 highlights the North American dynamic. Schneider Modicon has deep penetration in US water utilities — many plants adopted Modicon Quantum in the 1990s and early 2000s during EPA-mandated SCADA upgrades. The M580's Hot Standby redundancy pairs two CPUs with bumpless switchover in under one PLC scan cycle, critical for continuous chlorination and pump control where any interruption risks a boil-water notice. Siemens S7-1500R/H redundant configurations match this capability, but fewer US water system integrators specialize in TIA Portal compared to the Schneider-trained workforce. The practical factor: a plant maintenance electrician in Ohio who troubleshoots Modicon ladder logic 40 hours a week represents an installed base advantage that Schneider leverages heavily in municipal RFPs. --- Deep Dive Engineering Environment: EcoStruxure Control Expert vs. TIA Portal EcoStruxure Control Expert is a single-purpose process automation IDE. Schneider invested heavily in the IEC 61131-3 structured text and function block diagram editors optimized for continuous control — PID loops, analog scaling, totalizer blocks, and alarm management. The software feels purpose-built for process engineers rather than general automation programmers. Control Expert's Derived Function Blocks (DFBs) let users encapsulate standard control strategies (e.g., a three-element boiler drum level control) into reusable, version-controlled library elements that carry across projects. TIA Portal is broader. It unifies PLC, HMI, drive configuration, and SCADA under one engineering framework. For process automation, this breadth cuts both ways. A controls engineer configuring a complex batch sequence in TIA Portal can drag the same PROFINET drive onto the network view they use for the PLC program — genuinely faster than toggling between separate tools. But TIA Portal's process-specific libraries are less mature than Control Expert's. Siemens addresses this gap with the PCS 7 overlay and the SIMATIC Process Device Manager, but those are additional licenses and training investments beyond the core TIA Portal package. Redundancy Architectures Schneider's ePAC redundancy model uses two physically identical M580 CPUs connected over an Ethernet Hot Standby link. The secondary CPU mirrors the primary's program memory and data tables in real time. On a primary failure, the secondary assumes control with scan cycle bumpless transfer — the I/O modules see the same controller identity and continue operating. Schneider's RIO (Remote I/O) drops support dual Ethernet connections, so the redundant pair connects to every I/O rack through independent network paths. Siemens S7-1500R/H uses PROFINET ring topology for redundancy. Two CPUs connect through a sync fiber link, and the PROFINET ring connects both controllers to all I/O stations. If a cable breaks or a CPU fails, the ring automatically re-routes communication. Siemens' approach reduces the total Ethernet switch count compared to Schneider's dual-star topology, but requires careful ring dimensioning for larger installations where cumulative latency across dozens of I/O stations approaches the cycle time budget. In practice, both architectures deliver sub-100ms switchover. The deciding factor is usually which topology the plant's existing network team is comfortable maintaining at 3 AM. Communication Protocols: Modbus TCP Native vs. PROFINET The protocol debate runs deeper than a spec sheet checkbox. Modicon M580 speaks Modbus TCP natively — the CPU's Ethernet stack includes a hardware Modbus parser that handles register reads and writes at wire speed. For process installations with Modbus flow meters, power monitors, and VFDs (which covers roughly 70% of brownfield process sites globally), the M580 eliminates protocol translation gateways entirely. Each I/O scan cycle pulls Modbus register data from field devices without additional programming. Siemens S7-1500 uses PROFINET as its native protocol. PROFINET provides deterministic real-time I/O updates with sub-millisecond jitter — superior to Modbus TCP for high-speed discrete applications. For process automation, PROFINET's advantage manifests in instrument diagnostics: a PROFINET-compatible pressure transmitter pushes device health data (diaphragm rupture detection, electronics temperature, calibration drift) to the PLC automatically via the PROFINET device model. Modbus instruments require the PLC to poll diagnostic registers explicitly. Siemens' installed base of PROFINET-native instrumentation from Endress+Hauser, VEGA, and Siemens own SITRANS line gives the S7-1500 a richer plug-and-produce experience when the project specifies those vendors. Cybersecurity: IEC 62443 Compliance Both platforms carry IEC 62443-4-2 host device certifications as of 2026. Schneider Modicon M580 earned EDSA (Embedded Device Security Assurance) certification from ISASecure, covering the CPU firmware, Ethernet backplane communications, and the Control Expert engineering workstation link. The M580's Application Whitelisting feature locks the CPU to execute only digitally signed firmware and application code — preventing unauthorized program modifications even if an attacker compromises the engineering workstation. Siemens S7-1500 holds IEC 62443-4-2 SL1 certification with the S7-1500 Security Integrated firmware package. Siemens' approach emphasizes defense-in-depth: CPU-level access control lists, signed firmware updates, and integration with SINEC NMS (Network Management System) for centralized security monitoring across the plant floor. The S7-1500's built-in VPN server allows encrypted remote access for integrator support without exposing the control network to the internet. For Middle East projects with mandatory IEC 62443 requirements driven by national cybersecurity authorities (NCA in Saudi Arabia, DESC in Dubai), both platforms satisfy the compliance checklist. The differentiator is the integrator's familiarity with hardening each platform beyond the certification baseline. --- Pricing & Availability Approximate pricing for equivalent process CPU configurations in 2026: · Modicon M580 BMEP584040: $5,200–$6,800 depending on distributor and volume · Siemens SIMATIC 6ES7516-3AN02-0AB0 (CPU 1516-3 PN/DP): $4,800–$6,200 · Modicon M340 BMXP342030 (mid-range, non-redundant): $2,100–$2,800 · Siemens S7-1500 6ES7513-1AL02-0AB0 (CPU 1513-1 PN, compact): $2,400–$3,100 Lead times fluctuate. In Q2 2026, Schneider M580 CPUs ship in 8–12 weeks from French manufacturing; Siemens S7-1500 CPUs run 10–14 weeks from German production. Both platforms saw extended lead times during the 2022–2024 semiconductor shortage, with gradual normalization through 2025 and 2026. Tztechio.com carries inventory of both Schneider and Siemens PLC hardware, with select M580 and S7-1500 CPU models available for immediate dispatch from regional warehouses. EcoStruxure Control Expert licenses start around $2,500 for a single-seat development license. TIA Portal Professional V18 runs $3,200–$5,500 depending on the license bundle. Siemens also charges annual Software Update Service (SUS) fees, while Schneider uses perpetual licensing without mandatory maintenance — a factor that accumulates meaningfully over a 15-year asset lifecycle. FAQ Q: Can I mix Modicon M580 I/O with Siemens S7-1500 CPUs? No, the backplane protocols are incompatible. Modicon X80 I/O communicates over Schneider's Ethernet backplane protocol; Siemens ET 200SP/MP I/O uses PROFINET. You can bridge the two systems at the network level using Modbus TCP or PROFINET gateway modules, but mixing I/O on the same CPU backplane is not supported. Q: Which platform is easier for a process engineer who doesn't program full-time? EcoStruxure Control Expert is the more process-centric environment. The function block library includes pre-built PID, lead/lag, ratio, and totalizer blocks that map directly to process control terminology. TIA Portal requires more navigation to reach equivalent process functions. If your team consists of chemical engineers who learned PLC basics on the job, the Schneider tooling has a shallower initial learning curve. Q: What's the real-world difference between ePAC redundancy and S7-1500R/H? Both achieve bumpless switchover under one scan cycle for typical process applications. The Modicon ePAC dual-star topology uses more Ethernet switches but isolates network faults cleanly. The S7-1500R/H ring topology uses fewer switches but requires the entire ring to re-converge on a cable break. For plants with existing Siemens network infrastructure, the ring approach saves hardware cost. For greenfield installations where network design flexibility matters, the two are functionally equivalent. Q: Does Schneider still support the old Modicon Quantum in 2026? Yes. Schneider Electric maintains Quantum support through the EcoStruxure Control Expert compatibility mode and active spare parts production. However, new Quantum CPUs are no longer manufactured — Schneider's stated migration path is the M580 with Quantum I/O adapters. If your plant runs Quantum and the control strategy hasn't changed in 15 years, budget for an M580 migration within the next 3–5 years before spare part availability becomes constrained. Q: Which platform wins on cybersecurity for Middle East NCA compliance? Both platforms hold IEC 62443-4-2 certification and satisfy NCA and DESC baseline requirements. Siemens has more extensive documentation in Arabic and a larger in-region cybersecurity consulting practice. Schneider has deeper installed base in Saudi oil and gas, which translates to more field-validated security configurations. The tiebreaker is usually which vendor's local team provides the compliance documentation package faster during the project's FAT phase. Q: Will my Siemens S7-300/400 program migrate to the S7-1500? Partially. TIA Portal includes an S7-300/400 migration tool that converts STEP 7 projects, but process-specific function blocks (especially PID and APL library blocks from PCS 7) require manual rework. Expect 60–80% automated conversion for discrete logic and 30–50% for process control code. Budget engineering hours accordingly. Schneider Quantum-to-M580 migration follows a similar pattern — Control Expert converts the application structure automatically, but the I/O mapping and communication configuration require manual review. ----------------------------------------------------------------------------------------------------------------------------------------------------------------- TZ Tech is a professional supplier for industrial automation and electrical parts, as well as some instrumentation, telecommunication parts. We mostly sell the ready stock of distributor, with competitive price and short lead time. Even discontinued parts we may also can supply as we have a large inventory here. We understand what you concern, so we will ensure the quality. We strictly screen the components you require, so you don’t need worry about any quality issues with the goods you receive. For specialized parts that have long since been discontinued, we will sincerely inform you the actual condition of the goods. All brand new parts we will support 1 year warranty. If you need any related parts, please feel free to send an inquiry. Our staff will support quick response within 6 hours. (except weekend here)
View More

Siemens — Siemens has expanded its runtime ecosystem with the release of the Simatic S7-1500V software controller, integrating direct execution of high-level runtime apps natively at the asset edge. This allows automotive machine builders to combine core deterministic PLC logic with Linux-based containerized Python algorithms within a single physical footprint. The move is highly strategic, targeting brownfield line retrofits requiring intense multi-sensor predictive analytics without heavy IT architecture structural overheads. ABB — ABB Robotics has rolled out a hardware-agnostic AI vision feature suite across its OmniCore controller platform, entirely mitigating manual camera recalibration tasks under shifting lighting conditions. Powered by advanced reinforcement learning models running locally on edge processors, the update allows industrial delta robots to dynamically adjust spatial picking vectors on high-speed consumer goods conveyors. The tech specifically answers precision gaps highlighted in automated electronics and delicate battery module assembly layers. Schneider Electric — Schneider Electric has completed the open-source alignment of its EcoStruxure Automation Expert pipeline, natively standardizing deployment architectures around the universal IEC 61499 standard. This software-centric model decouples control logic execution from underlying corporate proprietary runtime hardware, allowing seamless multi-vendor deployment loops. The expansion directly addresses long-standing infrastructure lock-in issues across massive chemical process networks and public water infrastructure matrices. Allen-Bradley (Rockwell Automation) — Rockwell Automation has launched the Allen-Bradley Stratix 5400 advanced distribution switch family, delivering hardware-accelerated deep packet inspection (DPI) capabilities for live CIP Safety data streams. As distributed cybersecurity threats target deeper layers of the factory floor, this localized switch layer monitors and isolates unusual lateral network shifts directly within Studio 5000 runtimes. It serves as a vital safeguard for high-velocity pharmaceutical production configurations requiring uninterrupted validation lines. Bently Nevada (Baker Hughes) — Bently Nevada has unveiled the Ranger Pro Wireless Gen 2 condition monitoring platform, natively embedding 5G RedCap telemetry into critical rotating machinery instrumentation. Moving beyond traditional narrow-bandwidth configurations, the hardware continuously streams high-density vibration spectral snapshots back into centralized System 1 diagnostic software arrays. The upgrade lowers data aggregation backhaul friction for remote heavy assets like offshore wind turbine drivetrains and critical pumping stations. Keyence — Keyence has disrupted precision QC lines with the introduction of the VS-Series smart vision camera matrix, housing an integrated ultra-high-speed multi-spectrum processor. The hardware completely resolves complex reflective surface glaring bottlenecks, common during modern lithium-ion EV battery cell shell validation phases. Crucially, the deployment utilizes a "zero-programming" visual training interface, directly bypassing engineering resource constraints on expanding gigafactory floors. Honeywell — Honeywell Process Solutions has finalized the initial continuous field deployment of its software-defined cloud DCS control matrix at a commercial chemical processing pilot plant. By running execution control loops within a localized, high-availability virtualized server cluster, Honeywell has effectively eliminated hardware footprint reliance at the field tier by nearly 50%. The hybrid model provides a validated operational blueprint for decentralized regional energy production grids. Fanuc — Fanuc has upgraded its R-30iB Plus robotics controller ecosystems with predictive structural health diagnostic algorithms running embedded on internal execution buses. By parsing real-time torque degradation signatures and localized axis motor current patterns, the robot determines precise internal wiring harness strain levels weeks before physical mechanical fatigue occurs. This upgrade targets major Tier 1 manufacturing installations focused on achieving zero unplanned stoppage targets. Omron — Omron has introduced the Sysmac Studio 2026 unified platform update, integrating automated material flow synchronization algorithms between AMR fleets and fixed PLC lines. The logic uses decentralized local communication matrices to coordinate robot actions based directly on actual assembly machine output bottlenecks, completely avoiding central server layout delays. This update optimizes material handling performance in high-mix consumer electronics workflows. Danfoss — Danfoss Drives has officially released the iC7-Automation variable frequency converter series featuring embedded active harmonic dampening logic. Designed specifically to clean power quality signals in industrial plants hosting massive solar microgrids and localized battery setups, the drive actively counteracts electrical line noise at the source. The application reduces processor fault triggers on nearby field electronics without requiring heavy external filtering racks. TZ Tech is a professional supplier for industrial automation and electrical parts, as well as some instrumentation, telecommunication parts. We mostly sell the ready stock of distributor, with competitive price and short lead time. Even discontinued parts we may also can supply as we have a large inventory here. We understand what you concern, so we will ensure the quality. We strictly screen the components you require, so you don’t need worry about any quality issues with the goods you receive. For specialized parts that have long since been discontinued, we will sincerely inform you the actual condition of the goods. All brand new parts we will support 1 year warranty. If you need any related parts, please feel free to send an inquiry. Our staff will support quick response within 6 hours. (except weekend here)
View More

URL Slug: plc-supply-chain-allocation-status-2026 The Bottom Line First PLC supply chain shortage 2026 which brands on allocation — this is what you need to know heading into mid-2026. Siemens S7-1500 lead times have improved to 8–12 weeks for most CPU and I/O modules, but the S7-300 remains in end-of-life allocation and is increasingly difficult to source. Allen Bradley ControlLogix 1756 series stock has normalized across most distributors, with lead times of 4–6 weeks. CompactLogix and some 1769 modules remain slightly constrained. ABB AC500 has improved significantly, with most modules available at 6–10 weeks, though some distributed I/O modules still run 12–16 weeks. Mitsubishi iQ-R lead times are improving, and the iQ-F series is readily available with stock on hand at most distributors. Price trends: PLC list prices increased 3–6% across most brands in Q1 2026. Spot market pricing for discontinued or allocated modules (S7-300, CompactLogix) remains significantly above list. The worst of the supply crisis is behind us, but allocation on specific modules continues to create project delays in some regions. --- The Broader Supply Chain Picture in 2026 The PLC supply chain has moved past the acute crisis phase that characterized 2022–2024, when semiconductor shortages, logistics disruptions, and pandemic-era demand surges combined to create 40+ week lead times on common platforms. Lead times have contracted significantly. However, the recovery is uneven — some platforms and modules remain on allocation, and the distribution channel's inventory positions vary considerably by region. Three structural factors continue to influence supply: 1. End-of-life transitions — Several legacy platforms (Siemens S7-300, some Allen Bradley PLC-5 modules) are in the process of being discontinued. The end-of-life phase creates artificial scarcity as production runs wind down and distributors liquidate remaining stock at elevated prices. 2. Geopolitical trade flows — US-China trade tensions and tariff structures continue to affect pricing on some Asian-manufactured automation components. This has driven some European and Middle Eastern buyers toward ABB and Mitsubishi alternatives where pricing and availability are more stable. 3. Demand recovery in energy — The global energy transition investment cycle ( LNG terminal construction, offshore wind, hydrogen electrolyzer projects) is creating concentrated demand spikes for certain high-specification PLCs, particularly Siemens S7-1500 FH SYSTEMS (fail-safe CPUs) and Allen Bradley GuardLogix. These specific modules remain allocated. --- Siemens: S7-1500 Improved, S7-300 Entering Terminal Decline Siemens remains the largest PLC vendor globally and the most widely stocked brand in Middle Eastern and European distribution channels. S7-1500: Lead times for standard S7-1500 CPUs (1516-3 PN/DP, 1515-2 PN, 1513-1) have improved to 8–12 weeks at most distributors. ET 200SP I/O modules (SM521, SM522, SM531, SM532) are similarly improved, typically available at 6–10 weeks. The S7-1500 system represents Siemens current mainstream platform and production capacity has been sufficient to meet demand. However, the Siemens S7-1500 FH SYSTEMS (fail-safe CPUs, required for safety-critical applications) remain on allocation due to semiconductor constraints specific to the fail-safe design. Lead times for 1516F-3 PN/DP and 1517F-3 PN/DP CPUs are 16–20 weeks. If your project requires a safety PLC, factor this in at the specification stage. S7-300: The S7-300 is in formal end-of-life (announced 2023, final orders accepted through 2025, support until 2033). Distribution inventory is now the primary source — no new production is occurring. Prices for available S7-300 modules (CPU 313C, 315-2 PN/DP, 317-2, various I/O modules) have increased 40–80% above the pre-announcement list price depending on availability. Middle East distributors report that stock is "涸泽而渔" (draining the last stock) — remaining inventory is held at premium pricing and is not being replenished. Any project specifying S7-300 in the Middle East in 2026 should be treated as a legacy migration project, not a standard procurement. S7-1200: Standard and readily available. The S7-1200 system (with TIA Portal) remains a strong choice for small-to-medium applications and is well-stocked globally. Allen Bradley: ControlLogix Normalized, CompactLogix Still Tight Allen Bradley (Rockwell Automation) has made the most significant recovery among the major platforms, though the recovery is not uniform across the portfolio. ControlLogix 1756 series: The 1756 chassis, power supplies, and most CPU modules (1756-L75, 1756-L85E, 1756-L72) are in stock at most major distributors. Standard lead times are 4–6 weeks. The 1756-IF8 and 1756-OF4 analog modules are similarly available. The Allen Bradley ControlLogix platform's broad adoption in North American heavy industry means production volumes are high and supply has stabilized. CompactLogix 1769 series: The 1769-L33ER, 1769-L36ERM, and associated I/O modules remain slightly constrained. Lead times of 8–12 weeks are common. The CompactLogix platform is heavily used in OEM machine builder applications, and the lingering post-pandemic demand from industrial equipment manufacturers has kept channel inventory tight. The Allen Bradley 1769-IF8 and 1769-OF4 analog modules are the most frequently back-ordered items in the 1769 family. GuardLogix: Safety PLCs (GuardLogix 1756-L7xS) and associated safety I/O remain on allocation, similar to the Siemens FH SYSTEMS situation. The Allen Bradley GuardLogix platform uses specialized safety processors and I/O that require specific semiconductor components that remain constrained. Lead times of 16–20 weeks are typical. Micro800 series: Fully available. The Micro830 and Micro850 systems are stocked globally and are a practical alternative for smaller applications where the full ControlLogix ecosystem is not required. --- ABB: AC500 Improving, Some Modules Still 12–16 Weeks ABB AC500 platform has improved substantially since 2024. The AC500 CPU modules (PM573, PM583, PM591) are available at 6–10 weeks from most distributors. The S500 I/O family (DI524, DO524, AI523, AO523) is similarly improved. However, certain ABB modules — specifically the ABB CI521 (Profibus DP interface), CI522 (CANopen), and certain distributed I/O modules (DS 562, DS 663) — still run 12–16 weeks. These modules are used in specific applications (fieldbus integration, distributed污水处理) where ABB has not fully ramped production. The ABB AC500-eCo series (economy distributed I/O) has good availability and is a cost-effective choice for smaller applications or distributed I/O drops. The ABB automation builder programming environment (based on CODESYS) continues to be well-supported and is seeing increased adoption in the European water and energy sectors. ABB also announced the expansion of its capability to manufacture ABB ACS880 variable frequency drives with integrated PLC functionality (using the ABB industrial IT architecture), which may create some substitution pressure on standalone PLC modules in drive-heavy applications. --- Mitsubishi: iQ-R Improving, iQ-F Fully Available Mitsubishi has had the smoothest supply recovery among the major Asian PLC brands. The iQ-F series (FX5U, FX5UC) is fully available from stock at distributors globally. Lead times are 2–4 weeks for standard CPU modules and most I/O. The iQ-R series — Mitsubishi's mid-to-high-range platform — has improved significantly. CPU modules (R04EN, R08EN, R16EN, R32EN) are available at 4–6 weeks. The iQ-R series is increasingly specified in European and North American projects as an alternative to Siemens and Allen Bradley, particularly in applications where the MELSEC-iQ-R's high-speed processing (particularly for motion control applications) is required. The Mitsubishi iQ-R series is also notable for its integration with Mitsubishi servo and VFD ecosystems, which makes it a natural choice for packaging machinery and automated assembly equipment. Distributors report strong iQ-R demand in these segments. --- Regional Breakdown: How Availability Varies by Geography Middle East Middle East distributors are still dealing with the ripple effects of the Siemens S7-300 end-of-life. Projects commissioned 8–15 years ago (common in Saudi Arabia and UAE oil & gas) have S7-300 PLCs in their control systems. Turnaround maintenance and debottlenecking projects need S7-300 modules at a time when supply is nearly exhausted. Distributor inventory in Dubai and Jeddah has been largely depleted. The workaround — migrating to S7-1500 or an alternative platform — requires engineering time and is not a fast procurement fix. For new projects, Siemens S7-1500 availability is good in the UAE and Saudi Arabia through established distributors. Allen Bradley availability is improving through the region's major industrial distributors (Rexroth/Bosch Rexroth, Basar). ABB AC500 has strong availability through the ABB regional network. Europe European availability is the best it has been since 2021. The EU's manufacturing sector has not seen the demand surge that drove North American lead times in 2023–2024, and the channel is well-stocked. Siemens S7-1500 and Allen Bradley ControlLogix are both readily available at distributor level. ABB AC500 is the platform with the most remaining constraints in Europe, particularly for the fieldbus interface modules. Price trends in Europe are flat-to-slightly-increasing, with 2–4% increases from most brands in Q1 2026. The EU's push toward digital industrial transformation (under the EU Industrial Strategy) is creating new project demand, particularly for Siemens and ABB platforms in energy, water, and food & beverage applications. Americas Lead times in North America are at or near pre-pandemic levels for most standard modules. Standard Allen Bradley ControlLogix (1756-L85E, 1756-L72) and Siemens S7-1500 (1516-3 PN/DP) are available in 4–6 weeks from major distributors (Rockwell Automation authorized distributors, Siemens industrial distributors). The spot market for legacy modules (S7-300, PLC-5, some 1769 modules) remains elevated but is not creating project delays as most buyers have migrated or are in the process of migrating. Latin American availability varies by country. Brazil and Mexico have strong distributor networks for Allen Bradley and Siemens. Argentina and other markets with foreign exchange constraints see longer lead times due to import documentation and currency issues. --- Price Trends: What's Changed Since 2025 Overall PLC pricing is up 3–6% year-over-year as of Q1 2026. The increase is driven by: · Semiconductor price increases (continuing from 2024) · Logistics cost normalization (above pre-pandemic levels but below the 2022–2023 spike) · Brand-level price adjustments (most major brands published price increases of 3–5% effective January 1, 2026) The biggest price anomalies are in the legacy/end-of-life segment: · Siemens S7-300: 40–80% above list, depending on module and distributor. The CPU 315-2 PN/DP (6ES7315-2EH14-0AB0) is particularly scarce. · Allen Bradley 1769 modules (CompactLogix): 15–30% above list for back-ordered items. · ABB fieldbus modules (CI521, CI522): 20–35% above list. Standard current-production modules are available at or near list price from multiple distributors, which has restored competitive bidding on most projects. --- Key Takeaways for Buyers in 2026 4. The worst is over for standard platforms. S7-1500, ControlLogix 1756, and AC500 are all significantly more available than they were 18 months ago. 5. Safety PLCs (Siemens FH SYSTEMS, Allen Bradley GuardLogix) remain allocated. Specify these early if your project requires them. 6. Legacy platforms (S7-300, 1769 CompactLogix) are getting scarcer and more expensive. If you have projects still specifying these platforms, plan a migration or secure long-lead-time stock now. 7. Mitsubishi iQ-R is the recovery story of 2026. If you have flexibility in platform choice, iQ-R deserves evaluation — particularly for motion-heavy applications or projects where Mitsubishi's integrated servo/VFD ecosystem is a fit. 8. Regional availability differs significantly. The Middle East's S7-300 end-of-life challenge is not shared equally in Europe or North America. Adjust your procurement strategy to your geography. --- FAQ Q: Are PLC lead times still long in 2026? A: For standard current-generation platforms (S7-1500, ControlLogix 1756, AC500, iQ-F), lead times are 4–12 weeks — significantly better than the 30–50 week peaks of 2022–2023. However, specific modules (safety PLCs, legacy platform modules, certain fieldbus interfaces) remain on allocation. The answer depends entirely on which specific module you need. Q: Which PLC brands are still on allocation in 2026? A: Siemens S7-300 (end-of-life, no new production), Siemens FH SYSTEMS (fail-safe CPUs), Allen Bradley GuardLogix, Allen Bradley 1769 CompactLogix (partially), and ABB fieldbus interface modules (CI521, CI522). Standard Siemens S7-1500, Allen Bradley ControlLogix 1756, ABB AC500 standard modules, and Mitsubishi iQ-R/iQ-F are all off allocation. Q: Why are safety PLCs still on allocation? A: Safety PLCs (Siemens FH SYSTEMS, Allen Bradley GuardLogix) require specific fail-safe processors and I/O modules with redundant architectures that use specialized semiconductor components. The supply chain for these components has not fully recovered. Production volumes are also lower (safety PLCs are a smaller market segment), which means manufacturers cannot achieve the same economies of scale as standard PLC production. Q: How much have PLC prices increased in 2026? A: List prices across Siemens, Allen Bradley, ABB, and Mitsubishi increased 3–6% in Q1 2026. The bigger issue is spot market pricing for allocated or end-of-life modules, which can be 40–80% above list for items like the Siemens S7-300 CPU 315-2 PN/DP. Q: Should I specify Mitsubishi iQ-R for a new project in 2026? A: Mitsubishi iQ-R is a strong choice for new projects. Lead times are good (4–6 weeks), pricing is competitive, and the platform's high-speed processing and integrated motion control capabilities are well-suited to a range of applications. However, if your plant standard is Siemens or Allen Bradley, or if your maintenance team is already trained on those platforms, the switching cost (engineering, documentation, spares) may outweigh the supply advantage. Q: What should I do if I have an S7-300 project that is already specified? A: The S7-300 is end-of-life. Your options are: (1) migrate to S7-1500 (involves hardware change, re-engineering, and recabling but secures a current platform), (2) source remaining S7-300 stock from distributors (expect premium pricing and diminishing availability), or (3) use a third-party rebuilt/refurbished module (quality varies, warranty typically limited). For any project with a timeline beyond 12 months, migration to a current platform is the only reliable strategy. --- TZ Tech is a professional supplier for industrial automation and electrical parts, as well as some instrumentation, telecommunication parts. We mostly sell the ready stock of distributor, with competitive price and short lead time. Even discontinued parts we may also can supply as we have a large inventory here. We understand what you concern, so we will ensure the quality. We strictly screen the components you require, so you don’t need worry about any quality issues with the goods you receive. For specialized parts that have long since been discontinued, we will sincerely inform you the actual condition of the goods. All brand new parts we will support 1 year warranty. If you need any related parts, please feel free to send an inquiry. Our staff will support quick response within 6 hours. (except weekend here)
View More

**Siemens** Siemens has expanded its Industrial Edge ecosystem by launching the Simatic Edge-AI Suite v2.4, specifically engineered for predictive quality control in high-speed bottling and packaging lines. The software allows local edge devices to analyze high-frequency torque data from Sinamics drives, identifying mechanical wear before it impacts product tolerances. This on-premise AI deployment addresses growing data-sovereignty concerns among food and beverage manufacturers who are hesitant to stream raw shop-floor data to public clouds. **ABB** ABB Robotics has announced the global rollout of its "Absolute Accuracy" firmware update for the IRB 1300 series. By utilizing integrated laser-calibration data, the update minimizes path deviation in precision dispensing and electronics assembly down to sub-millimeter levels. This software-driven precision upgrade eliminates the need for expensive hardware fixtures, directly targeting smartphone and battery assembly plants in Southeast Asia looking to maximize throughput with minimal floor footprint. **Schneider Electric** Schneider Electric has unveiled the Modicon M600 Open Controller, a breakthrough hardware platform that natively integrates traditional deterministic PLC control with a Linux-based Docker environment. Built on the universal automation standard (IEC 61499), this controller allows systems integrators to run customized Python IT scripts for data logging alongside time-critical safety logic. Schneider is positioning this as the ultimate bridge for IT/OT convergence in large-scale wastewater treatment facilities. **Allen-Bradley (Rockwell Automation)** Rockwell Automation has introduced the Allen-Bradley Stratix 5410, an all-gigabit distribution switch featuring high-density Power over Ethernet (PoE) and hardware-accelerated IEEE 1588 Precision Time Protocol (PTP). Designed to handle the high-bandwidth requirements of 3D vision sensors and autonomous mobile robots (AMRs), this switch simplifies network synchronization across expansive logistics hubs, reducing configuration times within Studio 5000 environments. **Bently Nevada ** Bently Nevada has launched the Trendmaster Pro Gen 2, a wireless mesh vibration sensor network specifically optimized for auxiliary machinery in chemical processing plants. The hardware utilizes an advanced low-power wide-area network (LPWAN) protocol that penetrates heavy concrete and steel structures without signal dropouts. This allows plant operators to bring hundreds of previously unmonitored pumps and fans into the centralized System 1 diagnostic platform. **Keyence** Keyence has released the MD-F series, an advanced 3-axis fiber laser marker equipped with a built-in CMOS distance sensor for automatic focal adjustment on irregular 3D surfaces. The system can dynamically recalibrate its focal point on the fly, eliminating the need for precise mechanical positioning fixtures. This zero-setup approach targets the high-mix, low-volume medical device manufacturing sector, where component tracking and error-proof marking are strictly mandated. **Honeywell** Honeywell Process Solutions has deployed its first commercial "Experion Energy Control System" at a utility-scale battery storage facility in Western Australia. The software-defined platform dynamically manages the charging and discharging cycles of multiple battery chemistry types, integrating weather forecasts and spot-market pricing to maximize ROI. This marks Honeywell's strategic pivot into grid-edge resource management as heavy industries transition away from traditional fossil-fuel captive power plants. **Fanuc** Fanuc has upgraded its ROBODRILL vertical machining centers with a new "Thermal Displacement Compensation" algorithm powered by embedded machine learning. By analyzing structural temperature sensor inputs and spindle load data in real-time, the CNC controller automatically compensates for tool expansion during long machining cycles. For aerospace component suppliers, this translates to consistent micron-level tolerances without the need for manual warm-up cycles. **Omron** Omron has announced the release of the Sysmac Studio 2026 IDE update, introducing a "3D Simulation and Fleet Co-simulation" workspace. Engineers can now simulate the physical movements of Omron AMRs alongside the logic of fixed PLC-controlled conveyor systems within a unified virtual environment. This integrated simulation layer drastically reduces commissioning times for multi-robot logistics systems, resolving potential spatial conflicts before hardware arrives on site. **Danfoss** Danfoss Drives has launched the VLT iC7-Marine series, a specialized frequency converter engineered for hybrid diesel-electric vessel propulsion. The drive features a ruggedized liquid-cooled chassis and compliance with strict DNV safety standards, offering an integrated active front end (AFE) to eliminate harmonic distortion back into the ship’s microgrid. This hardware expansion directly aligns with the maritime industry’s rapid push to meet net-zero emissions mandates in coastal waters.
View More

Please read on, stay posted, subscribe, and we welcome you to tell us what you think.



Sitemap | Blog | XML | Privacy Policy
In addition, with your permission, we want to place cookies to make your visit anointeraction with slOC more personal. For this we use analytical and advertisingcookies. With these cookies we and third parties can track and collect yourinternet behawior inside and outside super-instrument.com. With this we and third parties adapt super-instrument.com and advertisementsto your interest. By clicking Accept you agree to this. If you decline, we only usethe necessary cookies and you unfortunately will not receive any personalizedcontent. Please visit our Cookie policy for more information or to change yourconsent in the future.
Accept and continue Decline cookies





















