
Functional Safety in PLC Systems: SIL Levels, Safety Relays, and Compliance Explained
A safety system either works or it doesn't — and when it doesn't, people get hurt. That's the irreducible reality of industrial functional safety. But translating that reality into a PLC procurement spec means navigating SIL levels, IEC 61511, fail-safe I/O, and a market full of overlapping certifications that can make your head spin.
In 2026, this isn't just an engineering concern. It's a legal one. Europe's NIS2 directive now covers manufacturing as critical infrastructure. Middle Eastern projects under Saudi Aramco and ADNOC standards mandate IEC 61511 compliance with specific SIL targets. Even in North America, where OSHA historically took a lighter touch on automation safety standards, insurance carriers are writing policy requirements that reference IEC 61508.
This article cuts through the alphabet soup. By the time you finish it, you'll know which SIL level your application needs, which safety PLC families actually deliver it, and what the compliance paperwork looks like on the other side.
Functional safety is not the same as electrical safety. Electrical safety prevents shocks and fires — proper grounding, circuit protection, enclosures. Functional safety guarantees that when something goes wrong, the control system fails in a way that keeps people safe.
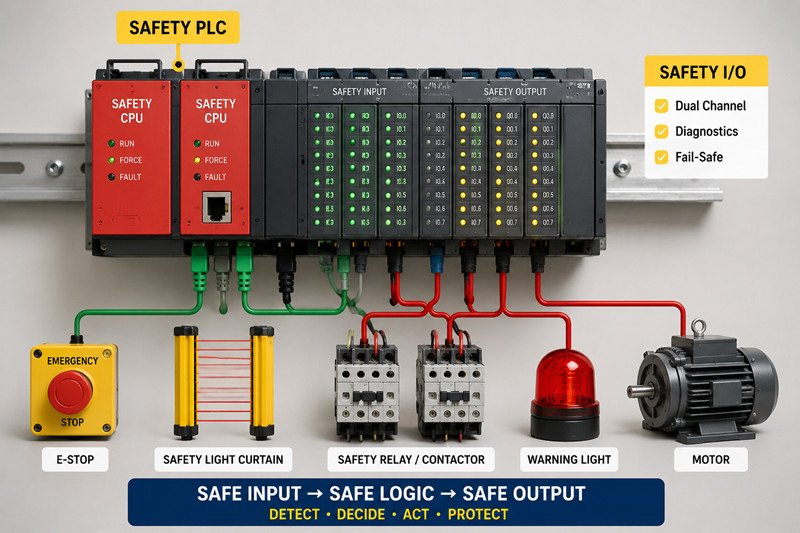
A functional safety system has three jobs: detect a dangerous condition (the light curtain breaks), make a decision (stop the press), and execute that decision reliably (de-energize the motor contactor). The entire chain — sensor, logic solver, final element — must be designed so that no single component failure prevents the system from doing its job.
Safety Integrity Level (SIL) measures how much risk reduction a safety function provides. It runs from SIL 1 (lowest) to SIL 4 (highest, almost never used in factory automation).
SIL Level | Risk Reduction Factor | Probability of Failure on Demand | Typical Application
SIL 1 | 10–100 | 0.1–0.01 (1 in 10 to 1 in 100) | Simple over-speed trip
SIL 2 | 100–1,000 | 0.01–0.001 (1 in 100 to 1 in 1,000) | Process shutdown valve
SIL 3 | 1,000–10,000 | 0.001–0.0001 (1 in 1,000 to 1 in 10,000) | Burner management, high-pressure protection
SIL 4 | 10,000–100,000 | 0.0001–0.00001 | Nuclear reactor protection
For industrial automation, SIL 2 and SIL 3 cover 95% of applications. SIL 4 exists on paper and in nuclear plants — you will not encounter it on a packaging line or water treatment plant.
Three standards form the backbone of functional safety in industrial automation:
IEC 61508 — The umbrella standard. Covers all industries, all electrical/electronic/programmable safety systems. Defines the SIL concept and the safety lifecycle.
IEC 61511 — The process industry adaptation of 61508. This is what refineries, chemical plants, and power stations follow. It covers the entire safety instrumented system (SIS) from sensor to logic solver to final element.
IEC 62061 / ISO 13849 — The machinery safety standards. If you're building a machine tool, packaging machine, or robot cell, these apply. They define Performance Levels (PL a through PL e) that roughly map to SIL 1–3 but use a different calculation methodology.
If you're in the Middle East oil and gas sector, IEC 61511 is your governing standard. If you're a machine builder exporting to Europe, IEC 62061 and ISO 13849 apply. Know which one your customer's insurance policy cites.
A safety PLC is not just a regular PLC with a safety sticker. The architecture differs at the silicon level.
Dual-channel with comparison (1oo2) — Two separate processors execute the same safety logic. A hardware comparator continuously checks that both processors agree on every output decision. If they disagree by even a single bit, the safety outputs de-energize. This is the standard architecture for SIL 3 safety PLCs. Allen-Bradley GuardLogix, Siemens S7-1500F, and Omron NX-SL all use some form of 1oo2 architecture.
Triple modular redundant (2oo3) — Three processors vote on every output. A single processor failure doesn't trip the system — the remaining two outvote it. This architecture (TMR) is common in Honeywell Safety Manager and Triconex systems for SIL 3 applications where spurious trips carry massive financial consequences. A false trip on an offshore platform's emergency shutdown system can cost $1 million in lost production per day.
Single-channel with diagnostics (1oo1D) — One processor with extensive internal diagnostics. Suitable for SIL 2 applications where the risk reduction requirement is moderate. Beckhoff's TwinSAFE and many compact safety controllers use this approach.
Safety I/O modules look similar to standard I/O modules on the outside. Internally, they're fundamentally different:
· Pulse testing: The module sends microsecond-duration pulses through the output circuit to verify the field wiring is intact and the load hasn't shorted. These pulses are too short to energize a contactor coil but long enough for the module's diagnostics to detect an open or short circuit.
· Dark test intervals: On digital inputs, the module briefly turns off the internal power supply and checks that the input signal actually drops to zero. This catches a "stuck-on" failure that would otherwise go undetected because the input always reads as energized.
· Dual-channel inputs: A single safety input (emergency stop, light curtain) connects to two separate input channels. The module verifies both channels change state within a defined discrepancy time — typically 100–500 milliseconds. If one channel opens but the other stays closed beyond the discrepancy time, the module declares a fault and forces a safe state.
These diagnostics run continuously, hundreds of times per second. You don't see them. The PLC doesn't report them unless they fail. But they're the difference between a system that is safe on paper and one that is safe after three years of vibration, heat, and neglect.
Safety logic runs in a separate safety program with its own execution partition. The standard control program cannot write to safety tags — it can only read them. Safety logic uses a restricted instruction set: no loops, no indirect addressing, no dynamic memory allocation. Every possible execution path must be analyzable at compile time.
Common safety functions you'll program:
· Emergency stop monitoring: Dual-channel input, manual reset required, anti-tiedown logic to prevent defeating the E-stop
· Light curtain muting: Temporarily disable the safety function to allow material to pass through, using muting sensors arranged so that a person cannot trigger the same sensor pattern
· Safe torque off (STO): De-energize the motor drive's output stage without removing main power, allowing fast restart after a safety event
· Safe limited speed (SLS): Monitor encoder feedback and trip if the motor exceeds a configurable speed limit
· Burner management: Purge timing, flame detection, fuel valve proving, and emergency shutdown sequencing
Middle East: Saudi Aramco's SAES-J-601 standard mandates IEC 61511 compliance for all new process safety systems. SIL 3 is the default for fire and gas detection, emergency shutdown, and high-integrity pressure protection systems (HIPPS). Honeywell Safety Manager and Triconex dominate the installed base, with Yokogawa ProSafe-RS gaining share in Japanese EPC-led projects. If you're supplying equipment to an Aramco project, budget for a certified safety PLC and a functional safety assessment (FSA) by a TÜV-certified engineer before commissioning.
Europe: CE marking now requires a documented safety lifecycle for machinery. The EU Machinery Regulation 2023/1230 (effective 2027, but suppliers are already complying) tightens requirements for autonomous mobile robots and collaborative robots — both of which rely heavily on safety PLCs for speed and separation monitoring. Siemens F-CPUs dominate in Germany and Eastern Europe. Pilz PSS 4000 is the go-to for pure safety applications.
Americas: OSHA PSM (Process Safety Management, 29 CFR 1910.119) drives adoption in refining and chemicals. GuardLogix has strong traction because plants already have the Rockwell ecosystem in place. The shift toward integrated safety (safety logic in the same platform as standard control) has accelerated since Rockwell's Studio 5000 Logix Designer made safety programming nearly identical to standard programming.
You don't guess at SIL levels. You calculate them using a Layer of Protection Analysis (LOPA). The method:
1. Start with the initiating event frequency — How often does the hazardous condition arise? A reactor overpressure might occur once per year. A conveyor jam might occur once per day.
2. Determine the tolerable risk — What is the maximum acceptable frequency of the harmful outcome? For a fatality, common industry targets range from 1 × 10⁻⁴ to 1 × 10⁻⁶ per year.
3. Account for non-SIS protection layers — Relief valves, operator response, physical containment. Each independent protection layer (IPL) reduces risk by a factor.
4. The remaining gap is what your safety instrumented function must cover — That gap determines the required SIL level.
A simplified example: An over-pressure event occurs once every 10 years. Without protection, it would kill an operator. Your tolerable risk is 1 × 10⁻⁴ per year (one fatality in 10,000 years). A relief valve provides 100× risk reduction (one IPL). Remaining risk: 1 × 10⁻³ per year. To reach 1 × 10⁻⁴, you need another factor of 10 — that's SIL 1. Your safety PLC must close the inlet valve within the process safety time when pressure exceeds the trip point.
Your SIL-certified safety PLC has a rated probability of failure on demand (PFDavg). That rating assumes you proof test the system at regular intervals — typically every 12 months. The proof test verifies the entire safety chain from sensor to final element. It finds failures that the automatic diagnostics missed.
A proof test on a safety PLC involves:
· Forcing safety inputs and verifying the correct safety outputs respond
· Testing the response time (must be within the process safety time)
· Verifying the diagnostic coverage works (inject a fault, confirm the PLC detects and reports it)
· Testing the watchdog circuit (hardware timer that forces a safe state if the safety processor hangs)
Schedule proof tests during planned shutdowns. Document every test result. The documentation is your evidence if an incident investigation ever questions whether the safety system was maintained per the safety requirements specification.
NIS2 in Europe requires safety-related systems to be protected from cyber threats. A safety PLC connected to an unsegmented plant network is not safe — not because the PLC will fail, but because a compromised engineering workstation can download a modified safety program that disables protections.
The defense-in-depth model for safety PLCs:
· Network segmentation: Safety PLCs on a dedicated safety network segment, firewalled from the plant control network
· Change management: All safety program modifications require documented approval, independent verification, and functional testing
· Firmware integrity: Safety PLC firmware must be digitally signed and verified at boot
· Physical security: The safety PLC key switch is there for a reason. Use it
· Omron NX-SL3300 SIL 3 Safety CPU: $1,200–$1,800 USD; 10–20 ms safety task cycle time; integrates with NX-series I/O platform
· Allen-Bradley 1756-L82ES GuardLogix SIL 3: $12,000–$18,000 USD; supports integrated safety and standard control in one controller
· Siemens S7-1500F (1516F-3 PN/DP) SIL 3: $6,000–$9,000 USD; TIA Portal integrated; F-CPU with PROFIsafe over PROFINET
· Honeywell Safety Manager SIL 3: Price on application (typically $25,000+ for the logic solver alone); TMR architecture; preferred by major oil and gas operators
· Note: All prices exclude safety I/O modules, which typically add 30–50% to the total hardware cost. Lead times: 4–12 weeks depending on the platform. Discontinued safety relays and legacy safety PLCs (Pilz PNOZmulti Classic, older GuardLogix) remain available at tztechio.com/industrial-automation
Do I need a separate safety PLC, or can I use my standard PLC?
If your standard PLC is safety-rated (like GuardLogix or S7-1500F), the safety logic runs in a separate partition on the same hardware — functionally separate, physically integrated. If your standard PLC is a standard controller without safety certification, you need a separate safety PLC. Never run safety logic on a non-certified controller.
What's the difference between SIL and PL?
SIL (Safety Integrity Level) comes from IEC 61508/61511 and applies to process industries and complex safety systems. PL (Performance Level, a–e) comes from ISO 13849 and applies to machinery. They overlap: PL d roughly equals SIL 2, PL e roughly equals SIL 3. If you're certifying a machine for the European market, you need PL. If you're designing a process safety system, you need SIL. Some safety PLCs are certified for both.
Can Omron safety PLCs integrate with non-Omron standard PLCs?
Yes. The Omron NX-SL safety CPU communicates safety data over EtherCAT using FSoE (Fail-Safe over EtherCAT). Any EtherCAT master that supports FSoE can exchange safety data with the NX-SL. This means you can use an Omron safety CPU with a Beckhoff standard PLC, or vice versa, as long as both support the FSoE protocol.
How often do safety PLCs need to be replaced?
Safety PLCs have a documented "useful lifetime" in their safety manual, typically 20 years from the date of manufacture. After this, the probabilistic failure rates in the SIL calculation are no longer guaranteed. Many plants run safety PLCs beyond 20 years, but if an incident occurs, the investigation will note that the equipment exceeded its certified lifetime. Budget for replacement at the 15-year mark to allow time for migration before the deadline.
Is functional safety required for water treatment plants in the Middle East?
Not universally, but it's becoming standard. Major desalination and wastewater treatment projects in Saudi Arabia, UAE, and Qatar now specify SIL 2 for chlorine dosing and SIL 2–3 for high-pressure RO membrane protection. If the project has an Aramco or ADNOC specification reference, IEC 61511 compliance is mandatory regardless of the industry.
--------------------------------------------------------------------------------------------------------------------
TZ Tech is a professional supplier for industrial automation and electrical parts, as well as some instrumentation, telecommunication parts. We mostly sell the ready stock of distributor, with competitive price and short lead time. Even discontinued parts we may also can supply as we have a large inventory here.
We understand what you concern, so we will ensure the quality. We strictly screen the components you require, so you don’t need worry about any quality issues with the goods you receive. For specialized parts that have long since been discontinued, we will sincerely inform you the actual condition of the goods. All brand new parts we will support 1 year warranty.
If you need any related parts, please feel free to send an inquiry. Our staff will support quick response within 6 hours. (except weekend here)


Please read on, stay posted, subscribe, and we welcome you to tell us what you think.



Sitemap | Blog | XML | Privacy Policy
In addition, with your permission, we want to place cookies to make your visit anointeraction with slOC more personal. For this we use analytical and advertisingcookies. With these cookies we and third parties can track and collect yourinternet behawior inside and outside super-instrument.com. With this we and third parties adapt super-instrument.com and advertisementsto your interest. By clicking Accept you agree to this. If you decline, we only usethe necessary cookies and you unfortunately will not receive any personalizedcontent. Please visit our Cookie policy for more information or to change yourconsent in the future.
Accept and continue Decline cookies












