
PLC Safety Systems in 2026: SIL Ratings, Safety Relays, and What Modern Plants Actually Need
June 04, 2026PLC safety systems SIL ratings — that search lands here because someone in your organization just got handed a compliance audit finding, a project spec requiring SIL 3, or a quote for a safety PLC priced 45% above the standard controller they budgeted. Nobody wants to underspec safety and land on an incident report. Nobody wants to overspend and get called out in a budget review. This article covers what safety PLCs actually do, which products exist with real part numbers, and how to make the call without gambling or burning cash.
---
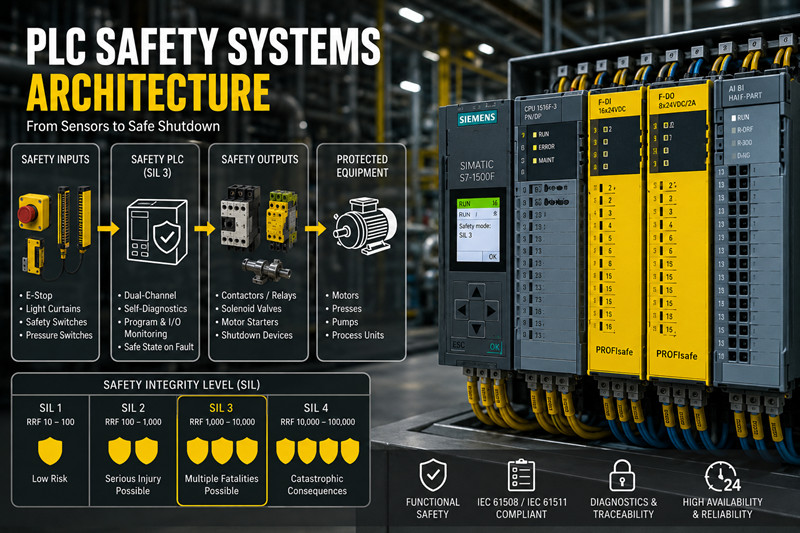
SIL (Safety Integrity Level) measures risk reduction per IEC 61508. Four levels exist. SIL 1 (risk reduction factor 10–100) covers minor injury risk. SIL 2 (RRF 100–1,000) handles serious injury potential — this is the most common rating in general machinery. SIL 3 (RRF 1,000–10,000) applies where failure risks multiple fatalities: oil and gas ESD, chemical reactor protection, high-speed press safety. SIL 4 (RRF 10,000–100,000) lives in nuclear, aviation, and rail — no standard industrial safety PLC claims it alone.
Don't confuse SIL with PL (Performance Level) from ISO 13849. European machinery regulations reference PL (a–e); process industries use SIL. Rough mapping: SIL 2 ≈ PLd, SIL 3 ≈ PLe. A safety PLC certified to SIL 3 typically satisfies PLe requirements, but the documentation path and assessment methodology differ.
A safety PLC differs from a standard PLC in three ways. First, dual-channel processors run in lockstep with cross-checking — both must agree on outputs within a discrepancy window or the system trips. Second, every known failure mode results in a safe (de-energized) state — this is certified, not assumed. Third, safety program memory carries checksum protection; corrupted code is detected before execution. A standard PLC with watchdog logic cannot deliver the certified probability of failure on demand that a SIL-rated safety PLC provides. If your application requires certified SIL, a standard PLC doesn't qualify.
---
Five platforms dominate safety PLC installations:
Siemens S7-1500F: The F-CPU variants run standard and safety programs in partitioned memory. 6ES7516-3FN02-0AB0 (CPU 1516F-3 PN/DP, SIL 3, 2 MB program memory) and 6ES7517-3FP00-0AB0 (CPU 1517F-3 PN/DP, higher performance) pair with ET 200SP fail-safe I/O over PROFIsafe. Siemens dominates European and Middle Eastern safety installations.
Allen-Bradley GuardLogix 5580: The 1756-L83ES (SIL 3 / PLe, 10 MB user memory, 1 GB safety memory) communicates safety over EtherNet/IP via CIP Safety. GuardLogix leads North American heavy industry — refineries, automotive, pulp and paper. Studio 5000 handles standard and safety logic in one project.
Schneider Electric M580 Safety: The BMEP584040S (M580 Safety CPU, SIL 3) adds a safety co-processor to the standard M580 backplane. Schneider targets hybrid process industries — chemical, pharmaceutical, power generation — using EcoStruxure Control Expert.
Pilz PSS 4000: Pilz builds only safety controllers. The PSS 4000 (SIL 3 / PLe) uses SafetyNET p protocol and dominates complex press safety, robotics cell protection, and burner management where deep safety expertise matters.
ABB AC500-S: A safety co-processor on the AC500 platform, SIL 3 certified, using PROFIsafe over PROFINET. ABB positions it for applications mixing standard AC500 and safety — water treatment, tunnel ventilation, crane control.
Real installations show the range. An offshore platform in the Persian Gulf runs Siemens S7-1500F CPUs for wellhead ESD at SIL 3 — a spurious trip costs $500,000–$2 million, so availability matters alongside safety. An automotive stamping plant in Michigan uses Allen-Bradley GuardLogix 1756-L83ES for press safeguarding with light curtains and safety mats, evaluating beam interruption and issuing stop commands within 15 ms to satisfy OSHA 1910.217. A German chemical plant deploys Schneider M580 Safety for overpressure protection with three redundant transmitters in a 2oo3 voting architecture — the SIF must close shutdown valves within a 2-second process safety time.
---
Three safety protocols move safety data across plant networks. PROFIsafe rides on PROFINET as a black-channel protocol — untrusted network, trusted safety layer with sequence numbering, CRC, and address verification. Native to Siemens and ABB. CIP Safety extends EtherNet/IP with the same black-channel approach, router-capable across subnets. Native to Allen-Bradley GuardLogix. FSoE (FailSafe over EtherCAT) uses EtherCAT frames directly — found mainly in Beckhoff TwinSAFE and some Pilz configurations. Protocol choice follows platform choice; gateways exist for mixed environments but add latency.
Redundancy architectures trade safety for availability. 1oo1 (single channel) is cheapest but any fault stops production — acceptable for SIL 2 with tolerable spurious trips. 1oo2 (two channels, either can trip) provides higher safety but still trips on any single fault. 2oo3 (three channels, two must agree) maintains safety through a single failure while avoiding spurious trips — standard in oil and gas ESD where availability has economic weight. A TÜV-certified 2oo3 system like the Siemens S7-1500FH handles vote synchronization internally, but hardware diversity is required to avoid common-cause failures.
The IEC 61511 functional safety lifecycle governs the whole system, not just the PLC. HAZOP/LOPA determines target SIL. An SRS documents trip points, response times, and reset behavior. SIL verification calculates PFDavg for the entire loop — the safety PLC typically contributes under 15% of total failure probability; sensors and final elements dominate. Proof testing at defined intervals (typically 12 months for SIL 3 process functions) directly affects PFDavg. And cybersecurity per IEC 62443 now intersects functional safety: firmware signing, role-based access, and audit-trailed safety program changes are standard on modern safety PLCs. A compromised safety PLC has no SIL rating in any meaningful sense.
---
Safety PLCs carry a 30–50% premium over standard equivalents. A 6ES7516-3FN02-0AB0 (S7-1500F) runs $4,800–$5,600 versus $3,200–$3,800 for the standard 1516-3. A 1756-L83ES GuardLogix is $7,200–$8,500 versus the standard 1756-L83E at $4,800–$5,600. Safety I/O adds 30–40% over standard I/O.
Lead times in mid-2026 remain extended: 16–20 weeks for Siemens S7-1500F and Allen-Bradley GuardLogix CPUs. Order safety PLCs at specification stage — waiting until commissioning guarantees a schedule hit. tztechio.com maintains regional safety stock for common Siemens and Allen-Bradley safety part numbers in the Middle East. Check tztechio.com/plc, tztechio.com/siemens, and tztechio.com/allen-bradley for current availability.
Q: Do I really need a safety PLC, or can I use a safety relay?
One or two simple safety functions — a single e-stop, one light curtain — suit a configurable safety relay like the Pilz PNOZ X or Siemens 3SK1 at under half the cost. The safety PLC becomes necessary with multiple safety zones, safety signals crossing between machines, flexible safety logic that changes with production modes, or diagnostics that identify which exact device tripped. If you're wiring more than three safety relays into tangled series contacts, the safety PLC pays for itself in reduced wiring and easier modification.
Q: SIL 2 vs. SIL 3 — what's the practical difference?
SIL 3 is roughly 10x less likely to fail on demand than SIL 2. This translates to hardware: SIL 2 might use single-channel inputs with diagnostics; SIL 3 requires dual-channel inputs with discrepancy checking and roughly doubles the I/O count. Most machinery (presses, robots, packaging) satisfies regulatory requirements at SIL 2 / PLd. Specify SIL 3 because your risk assessment says you need it, not because it sounds safer.
Q: Can I add safety to my existing standard PLC?
No. A standard PLC lacks the dual-processor architecture, fail-safe output drivers, and certified firmware. You can integrate a separate safety PLC alongside your standard controller — many plants do exactly this. It adds communication complexity but works.
Q: Does a SIL 3 safety PLC need SIL 3 sensors and actuators?
The entire SIF — sensor, logic solver, final element — must collectively meet the target SIL. A SIL 3 PLC with SIL 2 sensors and SIL 2 valves may not achieve SIL 3 overall. The PFDavg calculation determines this. SIL 2 sensors in a 1oo2 or 2oo3 voting arrangement can meet SIL 3 depending on proof test intervals and component PFD numbers.
Q: How often should I proof-test a safety PLC?
Typical intervals: 12 months for SIL 3 process safety, 12–24 months for machinery. The test must exercise the whole loop — sensors through final elements. The safety PLC's internal diagnostics cover above 99% of faults, but field devices need active testing.


Please read on, stay posted, subscribe, and we welcome you to tell us what you think.



Sitemap | Blog | XML | Privacy Policy
In addition, with your permission, we want to place cookies to make your visit anointeraction with slOC more personal. For this we use analytical and advertisingcookies. With these cookies we and third parties can track and collect yourinternet behawior inside and outside super-instrument.com. With this we and third parties adapt super-instrument.com and advertisementsto your interest. By clicking Accept you agree to this. If you decline, we only usethe necessary cookies and you unfortunately will not receive any personalizedcontent. Please visit our Cookie policy for more information or to change yourconsent in the future.
Accept and continue Decline cookies





















